Conveyor Systems for Office Supply Distribution
Streamline your office supply logistics with the right conveyor system. Discover how to efficiently handle everything from heavy paper cases to lightweight stationery in your distribution center.
Related Products
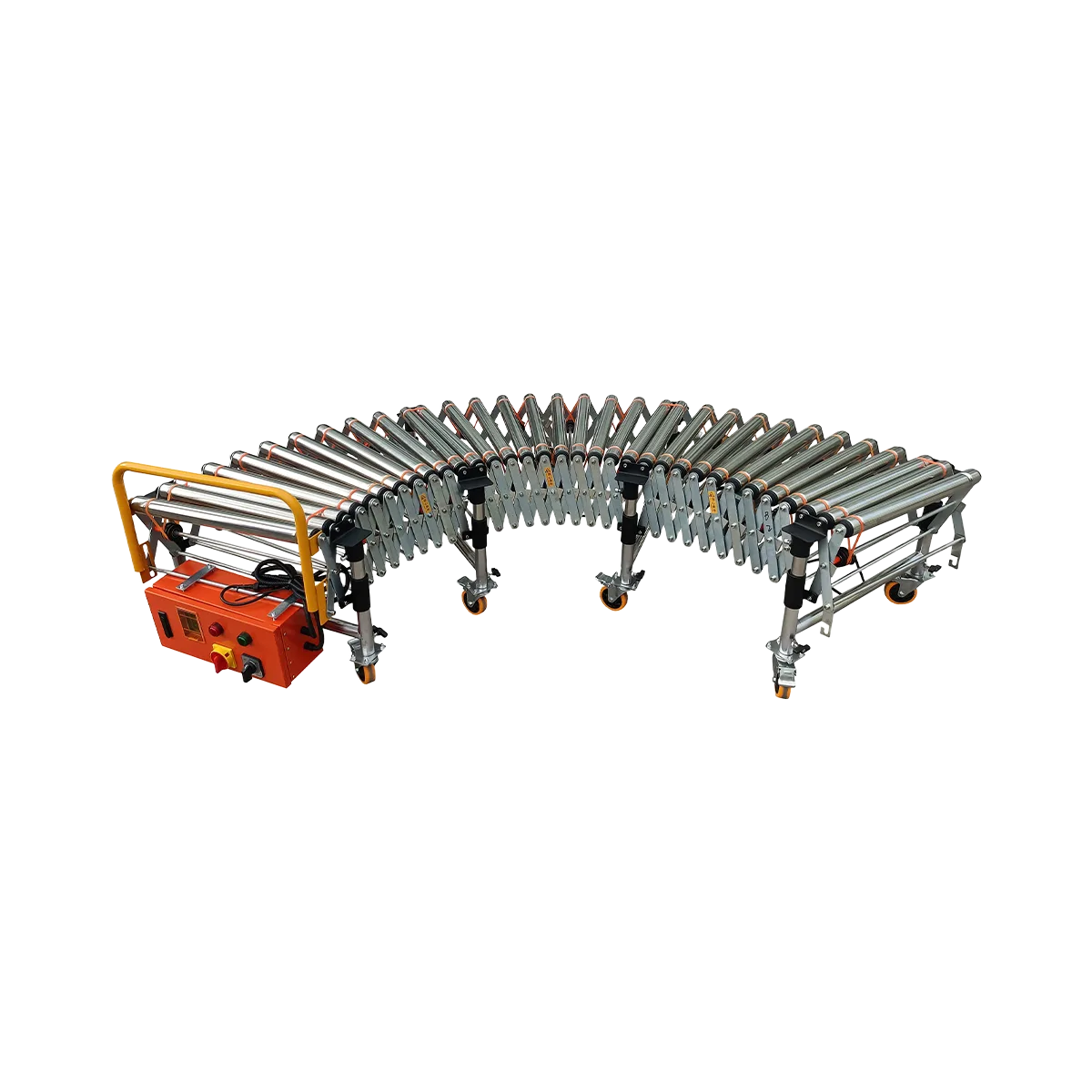
- Powered Roller Conveyor – O-shaped Belt Driven – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
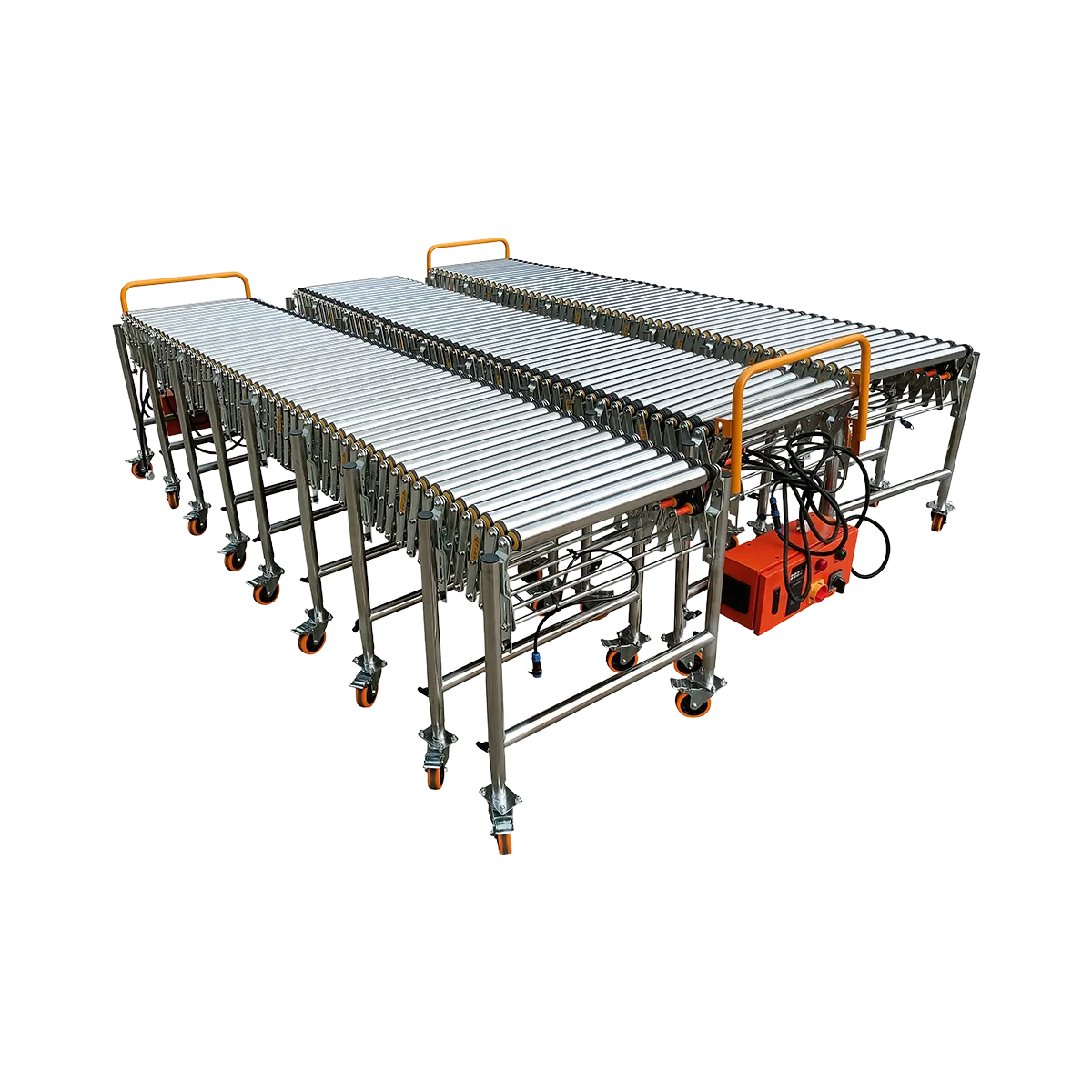
- Powered Roller Conveyor – Multi-wedge Belt Driven – 2000 mm/SectionCollapsed Length
700 mm
Extended Length2000 mm
Load Capacity100 kg/m
Applicable GoodsFlat-bottomed Goods
- Powered Roller Conveyor – Multi-wedge Belt Driven – 3000 mm/SectionCollapsed Length
1050 mm
Extended Length3000 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
The efficient movement of office supplies through warehouses and distribution centers presents unique challenges due to the diverse range of products handled. From heavyweight paper cases to lightweight envelopes and delicate items, implementing effective office supply logistics requires thoughtful system design and appropriate equipment selection. The right conveyor solution can dramatically improve throughput, reduce labor costs, and minimize product damage while accommodating the varied characteristics of different stationery products and packaging types.
The Weight Range Challenge
Office supply distributors face significant operational challenges due to the extreme variation in product weights and dimensions. Creating a system that can efficiently handle this diversity requires specialized knowledge and careful planning.
Paper Cases (15-25kg)
Paper cases represent one of the most challenging products in stationery distribution:
- Substantial weight: Typically ranging from 15-25kg, standard cases of copy paper are among the heaviest items in office supply catalogs
- Consistent dimensions: Most paper cases maintain standard dimensions (approximately 30cm × 40cm × 25cm) but with significant weight
- High volume: Paper represents one of the highest-volume products in most office supply operations
- Fragile edges: Despite their weight, paper cases can be damaged if edges are impacted or crushed
Handling paper cases effectively requires:
- Robust conveyor capacity: Systems must support concentrated weights of up to 25kg
- Smooth transitions: Bumps or drops can damage cases and potentially cause jams
- Consistent speed: Maintaining even flow prevents cases from colliding or creating pressure points
- Proper roller spacing: Adequate support prevents sagging between rollers
Light Supply Boxes
In contrast to heavy paper cases, many office supplies are packaged in lightweight boxes:
- Variable weights: From 100g pen boxes to 5kg toner cartridges
- Diverse dimensions: Irregular sizes from small stapler boxes to large presentation boards
- Stability challenges: Lightweight boxes with high centers of gravity can tip easily
- Mixed packaging: Boxes, poly bags, tubes, and other containers must all flow through the same system
Handling these varied items requires:
- Versatile conveyor surfaces: Appropriate for both flat-bottomed boxes and irregular packages
- Adjustable speeds: To prevent light items from building excessive momentum
- Proper side guides: To keep items aligned without causing damage
- Flexible routing options: To direct different product types appropriately
| Product Type | Typical Weight | Special Handling Needs | Recommended Conveyor Type |
|---|---|---|---|
| Paper cases | 15-25 kg | High capacity, stable support | Multi-wedge belt driven powered roller (2000mm) |
| Toner/ink cartridges | 3-8 kg | Gentle handling, stable surface | O-type belt driven powered roller (1500mm) |
| Desktop accessories | 0.5-3 kg | Stable surface for varied sizes | Multi-wedge belt driven powered roller (3000mm) |
| Writing instruments | 0.1-1 kg | Prevent small items from falling | Powered rubber roller or gravity roller with guards |
The Flexible Solution: Multi-Zone Powered Roller Conveyor System
After analyzing the diverse requirements of office supply handling, a multi-zone powered roller conveyor system emerges as the optimal solution for most supply chain conveyor operations in this sector.
Variable Speeds for Different Weights
The key to effectively handling the range from heavy paper cases to lightweight stationery lies in creating distinct handling zones with appropriate characteristics:
- High-capacity zones: Dedicated to paper and other heavy items, utilizing:
- Multi-wedge belt driven sections (2000mm) with 100 kg/m capacity
- Slower speed settings (15-20 m/min) to ensure controlled movement
- Closely spaced rollers to provide consistent support for heavy loads
- Potential reinforcement at transition points to prevent impact damage
- Standard product zones: Handling medium-weight office supplies:
- O-type belt driven sections (1500mm) with 80 kg/m capacity
- Moderate speeds (20-30 m/min) for efficient throughput
- Standard roller spacing appropriate for typical box dimensions
- Side guides to maintain product alignment
- Lightweight product zones: Specialized for small stationery items:
- Powered rubber roller sections for better grip on small or irregular packages
- Variable speed controls (adjustable up to 40 m/min)
- Side guards to prevent small items from falling off the conveyor
- Potential transition to gravity sections for final sorting
Implementation considerations:
- Zone each area based on product velocity and handling requirements
- Design the system to allow reconfiguration as product mix changes
- Incorporate adequate buffer zones between areas with different speeds
- Consider workstation ergonomics for picking and packing operations
Smooth Transitions Between Zones
Creating seamless transitions between different conveyor zones is critical for maintaining product flow and preventing damage:
- Height matching: Ensure perfect alignment between connecting sections to prevent bumps
- Speed synchronization: Gradually adjust speeds between zones to prevent product collision
- Transition plates: Install smooth bridge plates at critical junctions
- Standardized connections: Use compatible connection hardware throughout the system
Best practices for office supply transitions include:
- Creating slight overlaps between conveyor sections to eliminate gaps
- Installing guide rails at transition points to prevent product misalignment
- Using powered transfer points rather than gravity drops for fragile items
- Implementing visual and audible warnings at zone boundaries for operator awareness
Optimizing the Flow
Beyond the basic conveyor configuration, optimizing the entire system for efficient office supply logistics requires thoughtful design of sorting mechanisms and capacity management strategies.
Creating Sorting Branches
Effective distribution of office supplies often requires branching conveyor systems that can direct products to appropriate destinations:
- Weight-based sorting: Direct heavy paper cases to dedicated handling areas
- Size-based routing: Send oversized items to special handling zones
- Order type segregation: Separate retail store replenishment from direct-to-customer orders
- Product category organization: Group similar products for efficient picking
Implementation approaches include:
- Manual divert gates: Simple, cost-effective solution for low-volume operations
- Powered divert mechanisms: For high-throughput environments
- Gravity-fed branch lines: Economical solution for sending products to nearby workstations
- Angled roller sections: Create natural product flow to preferred direction
Design considerations for office supply sorting:
- Ensure adequate spacing before sort points to allow clean product separation
- Provide sufficient power at decision points to ensure positive directional control
- Install appropriate sensors to detect package presence and characteristics
- Consider future expansion needs when designing initial branch architecture
Managing Peak Periods
Office supply distribution often experiences significant seasonal peaks, particularly during back-to-school periods and fiscal year transitions. A well-designed warehouse automation office system must accommodate these fluctuations:
- Modular capacity expansion: Ability to add temporary conveyor sections during peak periods
- Speed adjustment capability: Increase throughput by optimizing conveyor speeds
- Queue management: Design buffer zones that can absorb volume spikes
- Reconfiguration flexibility: Ability to modify workflows for seasonal product mix changes
Practical strategies include:
- Implementing mobile conveyor sections that can be deployed as needed
- Creating alternative flow paths that can be activated during high-volume periods
- Designing workstations that can be easily duplicated for additional staff
- Establishing standard operating procedures for different volume scenarios
For maximum flexibility during peak periods, consider:
- Utilizing gravity skate wheel conveyor sections as flexible additions during peak demand
- Implementing simple control systems that allow speed adjustments without complex reprogramming
- Creating standardized connection points throughout the system to facilitate reconfiguration
- Documenting successful peak period configurations for future reference
Conclusion: Handle Any Office Supply with the Right Conveyor Setup
Implementing an effective conveyor system for office supplies requires understanding the unique challenges of this product category and designing a solution that accommodates the full range of items—from heavy paper cases to lightweight stationery products. By creating a multi-zone system with appropriate conveyor types, speeds, and transition points, distributors can optimize their operations for both efficiency and product protection.
The ideal paper box conveyor solution combines the high capacity of multi-wedge belt driven sections for heavier items with the versatility of O-type belt systems and potentially rubber roller conveyors for smaller products. This combination, supplemented with thoughtful sorting mechanisms and peak capacity planning, creates a comprehensive system capable of handling the full spectrum of office supplies.
By investing in the right conveyor technology and implementing best practices for zone transitions and flow optimization, office supply distributors can achieve significant improvements in throughput, labor efficiency, and order accuracy. These operational gains translate directly to competitive advantage in a marketplace where timely delivery of complete, damage-free orders is essential to customer satisfaction.
Frequently Asked Questions
What conveyor width is best for handling standard office supply boxes?
For most office supply operations, 600mm width conveyors provide the optimal balance of capacity and space efficiency. This width accommodates standard paper cases while still handling smaller items effectively. For operations with many oversized items like presentation boards, consider 800mm width in select areas.
How do we prevent light stationery items from falling between rollers?
For very small items, consider powered rubber roller conveyors which provide more consistent surface support. Alternatively, use standard roller conveyors with closer roller spacing (50mm rollers with 110mm spacing) and add side guards to prevent items from shifting off the conveyor.
What conveyor speed is appropriate for paper cases weighing 20kg?
For standard paper cases, a conveyor speed of 15-20 m/min provides the best balance of throughput and safety. This moderate speed prevents excessive momentum while maintaining efficient movement. Use multi-wedge belt driven sections rated for 100 kg/m to ensure adequate capacity.
How should we handle peak periods like back-to-school season?
Implement a modular system that can expand during peak periods. Use portable gravity conveyor sections to create temporary processing lines, adjust conveyor speeds to increase throughput, add staffing at key sorting points, and create buffer zones to absorb volume fluctuations without disrupting the main workflow.
Can we integrate barcode scanning with our conveyor system?
Yes, conveyor systems can incorporate barcode scanning at strategic points. Install scanners at the entry to sorting sections, ensure adequate spacing between products for accurate reads, use powered roller sections to maintain consistent product orientation, and implement control systems that can receive and act on scan data for routing decisions.
Table of Contents
Recent Posts
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.