Efficient Battery Distribution Center Loading Solutions
Optimize battery warehouse conveyor systems for UPS loading and safe battery transport. Our guide to efficient power cell logistics solutions ensures secure battery box handling.
Related Products
-
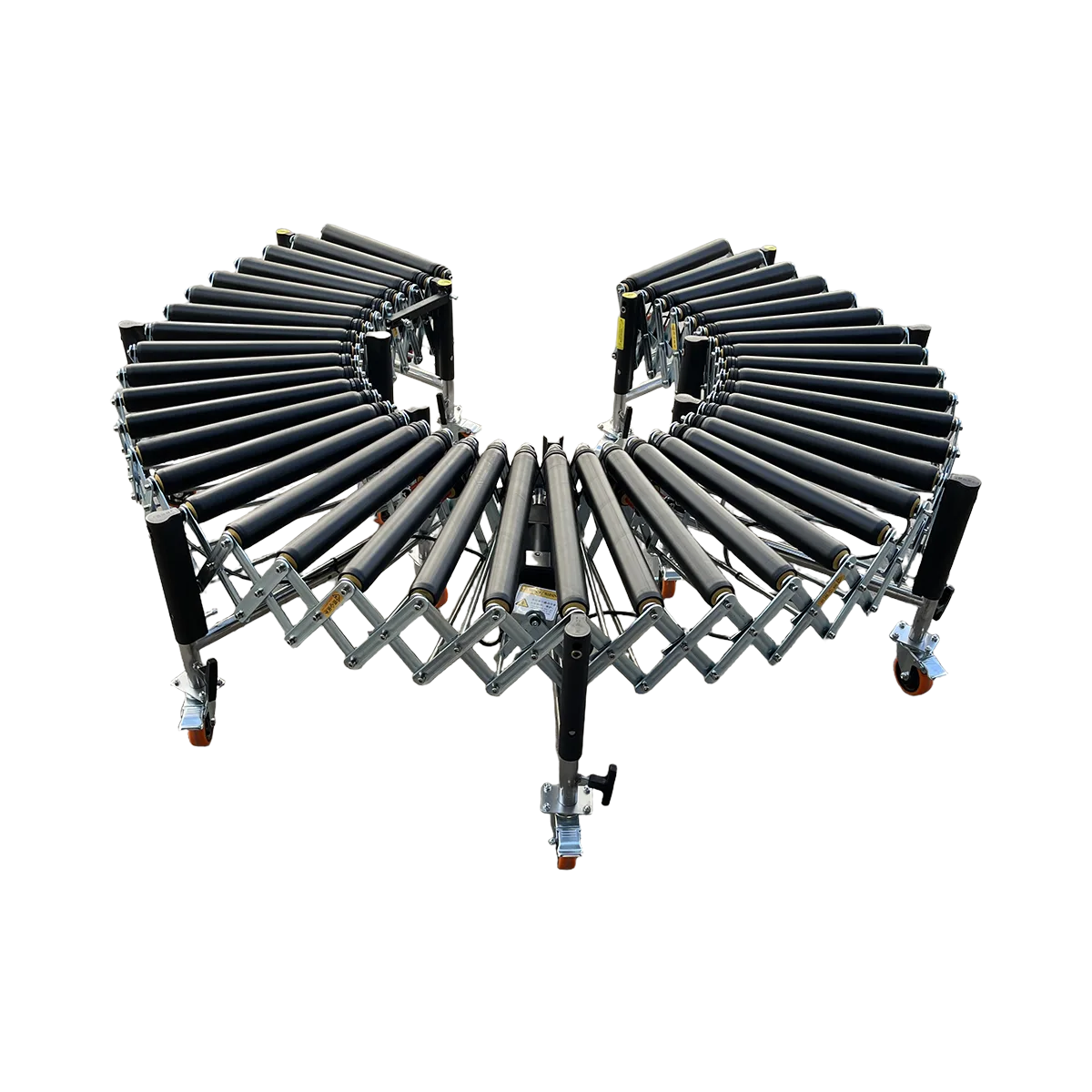
Powered Rubber Roller Conveyor – Multi-wedge Belt Driven – 1100 mm/SectionCollapsed Length
560 mm
Extended Length1100 mm
Load Capacity120 kg/m
Applicable GoodsFlat-bottomed Goods
Bagged Goods
-
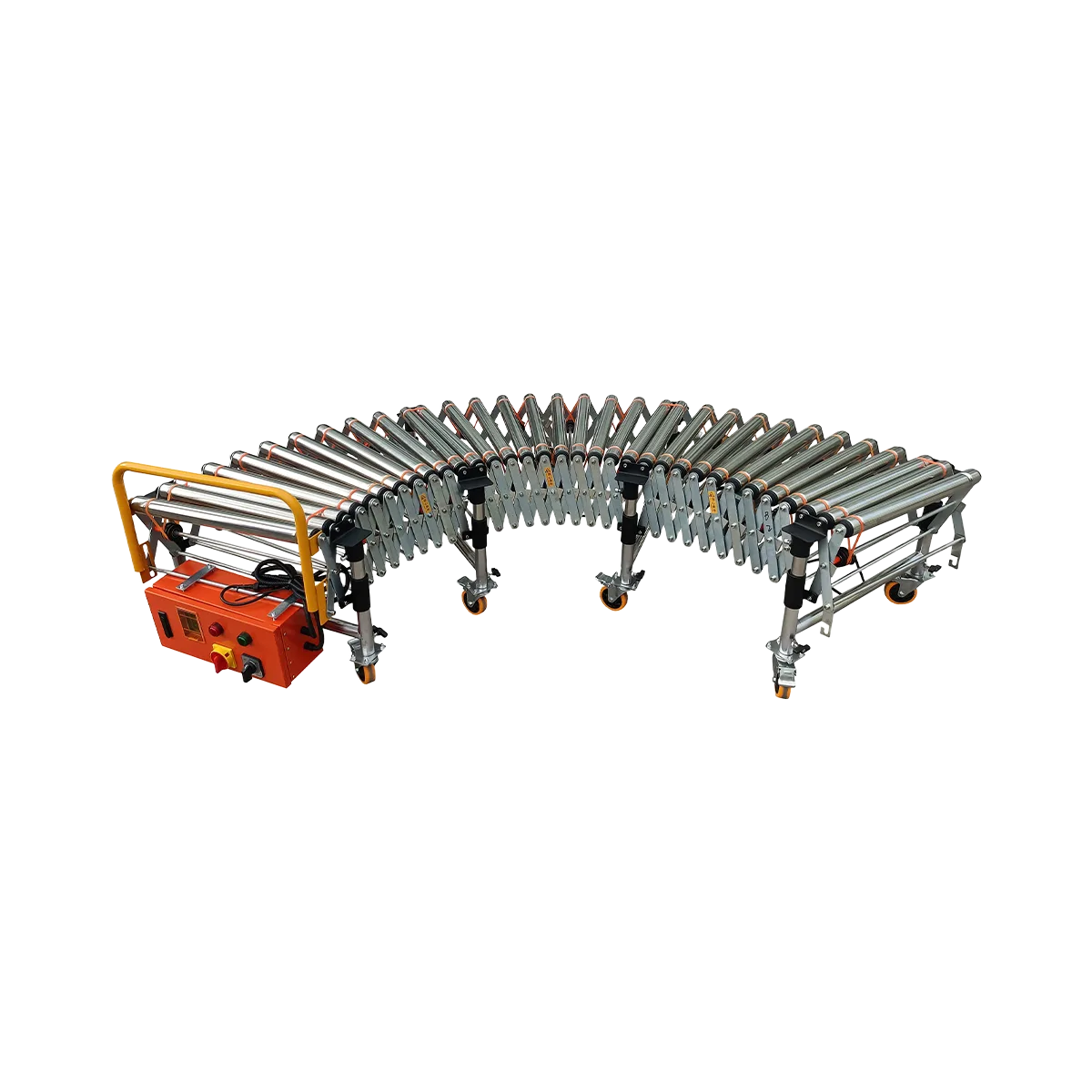
Powered Roller Conveyor – O-shaped Belt Driven – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
-
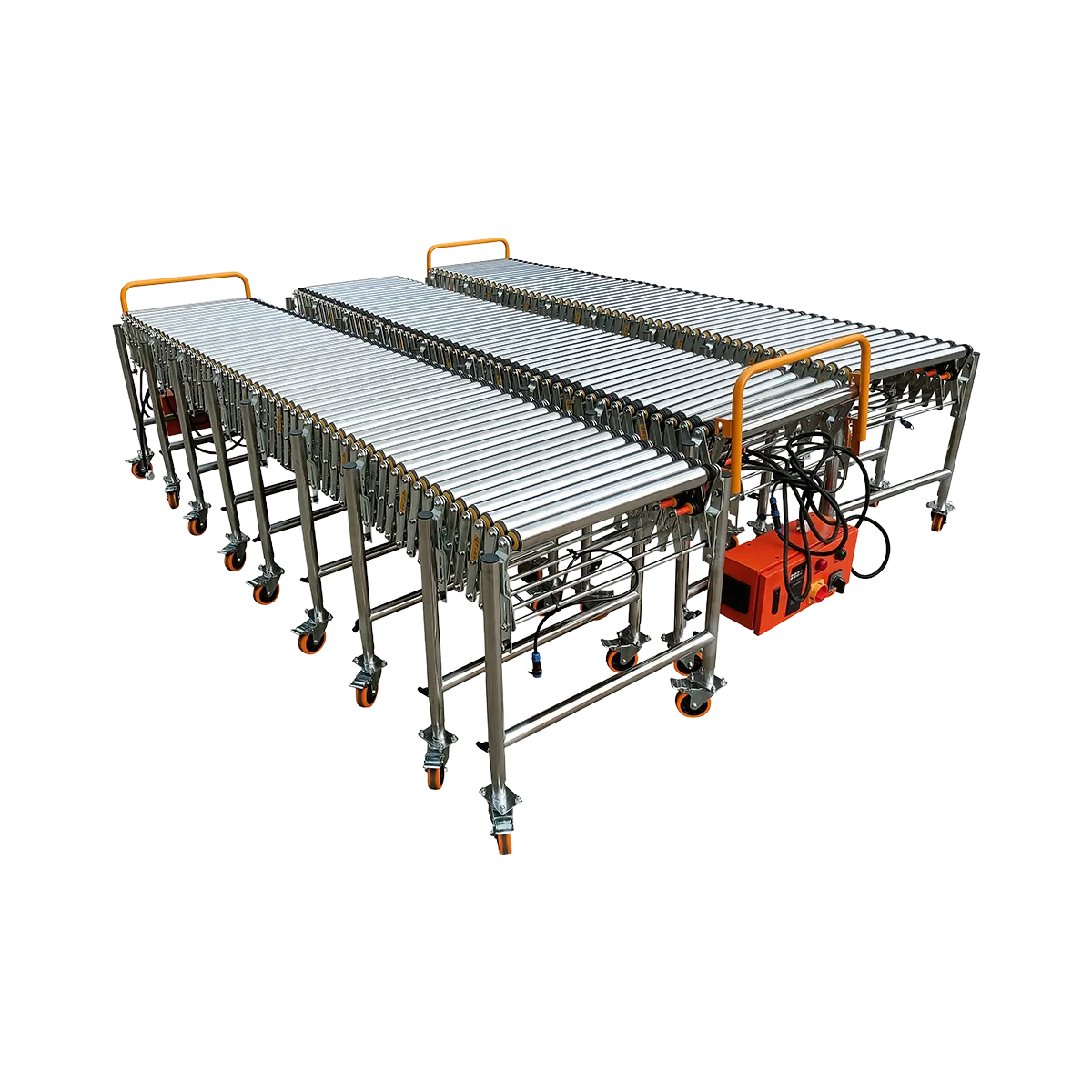
Powered Roller Conveyor – Multi-wedge Belt Driven – 2000 mm/SectionCollapsed Length
700 mm
Extended Length2000 mm
Load Capacity100 kg/m
Applicable GoodsFlat-bottomed Goods
-
Powered Roller Conveyor – Multi-wedge Belt Driven – 3000 mm/SectionCollapsed Length
1050 mm
Extended Length3000 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
Moving heavy boxes of batteries in distribution centers requires both strength and careful handling. Battery distribution centers face unique challenges when it comes to logistics and material handling. Battery boxes present a distinct challenge in logistics operations: they combine substantial weight in relatively small packages, typically weighing 40-50kg per box. This concentrated weight creates specific handling requirements that standard conveyor systems may struggle to accommodate efficiently and safely.
The dense nature of battery components creates weight-to-volume ratios significantly higher than most warehouse goods. A typical battery box measuring just 30x40cm might weigh as much as 50kg – creating potential strain on conveyor systems and handling equipment. Additionally, batteries contain sensitive components and potentially hazardous materials that require careful handling to prevent damage that could lead to leakage or compromised performance.
For distribution centers handling UPS batteries, automotive power cells, or industrial battery systems, the logistics challenge extends beyond just weight management. These facilities must maintain high throughput while ensuring worker safety and product integrity. The right conveyor solution must therefore address multiple concerns:
- Weight capacity sufficient for concentrated loads
- Smooth handling to prevent battery damage
- Safety features specific to battery handling
- Flexibility to integrate with existing systems
- Durability for long-term reliable operation
Selecting the Right Equipment for Battery Transport
When designing a battery warehouse conveyor system, selecting equipment specifically engineered for heavy-duty applications becomes critical. For facilities handling battery boxes, Naili’s Heavy-Duty Powered Roller Conveyor represents an ideal solution that addresses the specific requirements of power cell logistics.
Powered Roller Conveyor: The Backbone of Battery Handling
The multi-wedge belt drive Powered Roller Conveyor with 2000mm/section stands out as the optimal choice for battery distribution centers. This system offers several key advantages for battery box handling:
- Superior weight capacity: With a load rating of 100kg/m, this conveyor comfortably handles the concentrated weight of battery boxes (40-50kg each)
- Adjustable speed control: Variable frequency drive allows speeds from 0-40m/min, enabling operators to optimize handling based on workflow requirements
- Stable transport platform: 50mm diameter rollers with ≥1.5mm thickness provide robust support for heavy battery packages
- Expandable design: Telescopic capability (700mm collapsed to 2000mm extended) offers installation flexibility
The conveyor’s design specifically addresses the weight concentration challenge presented by battery boxes. While standard conveyor systems might struggle with the dense weight of batteries, the 100kg/m capacity ensures reliable performance even when multiple heavy battery boxes are transported simultaneously.
Roller Spacing and Surface Considerations
For battery box handling applications, the roller spacing becomes particularly important. The multi-wedge belt drive model features rollers spaced at 100mm intervals, providing excellent support for even the smallest battery boxes. This close spacing ensures that battery packages remain stable during transport, preventing tilting or shifting that could damage sensitive components.
The zinc-plated/201 stainless steel rollers offer an ideal surface for battery box transport. Unlike fabric belt conveyors that might stretch under concentrated loads, the rigid roller surface maintains consistent support. For facilities handling sealed lead-acid batteries or other potentially corrosive battery types, the stainless steel roller option provides additional protection against chemical exposure.
Safety Features for Battery Conveyor Systems
Safety considerations take on heightened importance when designing a battery box handling system. Battery distribution centers must address both worker safety and product protection through appropriate equipment selection and configuration.
Anti-Static Protection for Battery Handling
While not explicitly mentioned in the product specifications, in battery handling environments, anti-static protection becomes essential. Battery distribution centers should consider implementing additional measures:
- Ensuring proper grounding of all conveyor components
- Using anti-static mats in worker stations
- Implementing humidity control in handling areas
- Regular testing of static electricity levels
These measures help prevent the buildup of static electricity that could potentially damage sensitive battery components or, in extreme cases, create spark risks around certain battery types.
Emergency Controls and Stop Systems
The Powered Roller Conveyor system includes critical safety controls that are particularly valuable in battery handling operations:
- Bidirectional control: Forward/reverse buttons allow operators to quickly address jams or misaligned products
- Emergency stop: Prominently positioned emergency stop buttons enable immediate system shutdown if problems arise
- Speed control: Variable frequency drive allows operators to adjust conveyor speed for safer handling
- Electrical protection: Standard wiring with leakage protection ensures electrical safety
For battery distribution centers, positioning emergency stops at strategic locations becomes particularly important. Recommended placement includes:
- At the beginning and end of each conveyor line
- At worker packing/unpacking stations
- At intersection points between conveyor sections
- Near battery charging or testing areas
Worker Safety Considerations
Beyond the conveyor system itself, battery distribution centers should implement additional safety protocols:
- Weight handling training: Proper techniques for manually handling heavy battery boxes
- Personal protective equipment: Requirements for gloves, safety footwear, and back support when appropriate
- Clear pathways: Maintaining obstruction-free zones around conveyor systems
- Regular inspections: Scheduled checks of conveyor components, especially under heavy-use conditions
Optimizing Battery Distribution Center Layout
Efficient battery transport requires thoughtful layout planning that considers both the physical constraints of the facility and the workflow requirements of battery handling.
Integration with Existing Warehouse Systems
The modular design of Naili’s powered roller conveyor systems allows for seamless integration with existing warehouse infrastructure. Distribution centers can connect multiple conveyor sections using specialized connectors, creating custom configurations that:
- Follow existing warehouse traffic patterns
- Connect storage areas with shipping/receiving docks
- Integrate with battery testing or charging stations
- Accommodate building support columns or other obstacles
For battery UPS loading systems in particular, the conveyor’s height-adjustable legs (with options ranging from 450-1500mm) enable perfect alignment with loading docks, workstations, and vehicles. This versatility eliminates the need for lifting or manually transferring heavy battery boxes between different height surfaces.
Creating Efficient Workflow Patterns
Loading dock conveyor systems in battery distribution centers should be arranged to minimize handling and maximize throughput. Effective configurations typically include:
- Straight runs from receiving to storage areas
- Right-angle transfers using connected conveyor sections
- Accumulation zones before packing or shipping areas
- Multiple parallel lines for high-volume operations
By implementing these layout strategies, battery distribution facilities can significantly reduce the physical strain on workers while increasing overall processing capacity. The investment in proper conveyor infrastructure typically yields rapid returns through improved efficiency and reduced workplace injuries.
Maintenance Considerations for Battery Handling Systems
The demanding nature of battery transport places additional stress on conveyor systems, making proper maintenance essential for long-term reliability and safety.
Under the heavy loads of battery boxes, drive belts and bearings require particular attention. For the multi-wedge belt drive system, regular inspection should focus on:
- Belt tension adjustment (monthly checks recommended)
- Roller bearing lubrication (quarterly)
- Electrical system checks (quarterly)
- Component tightness and alignment (monthly)
Following these maintenance protocols can significantly extend equipment life even under the demanding conditions of battery handling operations. The Powered Roller Conveyor system offers a frame warranty of 12 months and a belt warranty of 6 months, but with proper care, facilities typically achieve 5-10+ years of reliable service.
Conclusion: Ensuring Safe and Efficient Battery Logistics
Efficient battery distribution center loading solutions begin with selecting the right conveyor equipment specifically engineered for the unique challenges of battery box handling. The concentrated weight, sensitive nature, and safety considerations of battery products demand specialized material handling approaches.
By implementing Naili’s Heavy-Duty Powered Roller Conveyor with appropriate safety measures and optimized layout design, distribution centers can achieve:
- Increased throughput capacity
- Reduced workplace injuries
- Lower product damage rates
- Improved operational efficiency
- Enhanced workplace safety
For facilities handling UPS systems, automotive batteries, or industrial power cells, the investment in purpose-built conveyor systems provides both immediate operational benefits and long-term competitive advantages through more efficient power cell logistics operations.
Frequently Asked Questions
What conveyor width is best for standard battery box handling?
For most battery distribution applications, the 600mm width conveyor provides optimal versatility, accommodating various battery box sizes while maintaining space efficiency.
How should conveyor speed be adjusted for safe battery handling?
When transporting heavy battery boxes, operating at 15-25 m/min typically provides the best balance between throughput and safety, allowing sufficient time for inspection and reducing impact forces.
Can powered roller conveyors handle the corrosive risk from damaged batteries?
Standard rollers provide basic protection, but for environments with potential battery leakage, the 201 stainless steel roller option offers superior corrosion resistance and easier cleaning.
What is the maximum battery box weight the conveyor can safely handle?
The multi-wedge belt drive 2000mm model can handle battery boxes weighing up to 100kg/m, meaning even the heaviest industrial batteries (typically 40-50kg) can be safely transported.
How can distribution centers prevent battery damage during conveyor transport?
Implementing proper speed control, ensuring appropriate roller spacing, adding side guards to prevent falls, and training operators to monitor for jams or misalignment are essential practices for preventing battery damage.
Table of Contents
Recent Posts
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.