How to Load Medical Supply Boxes Using Gravity Conveyors
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Related Products
-
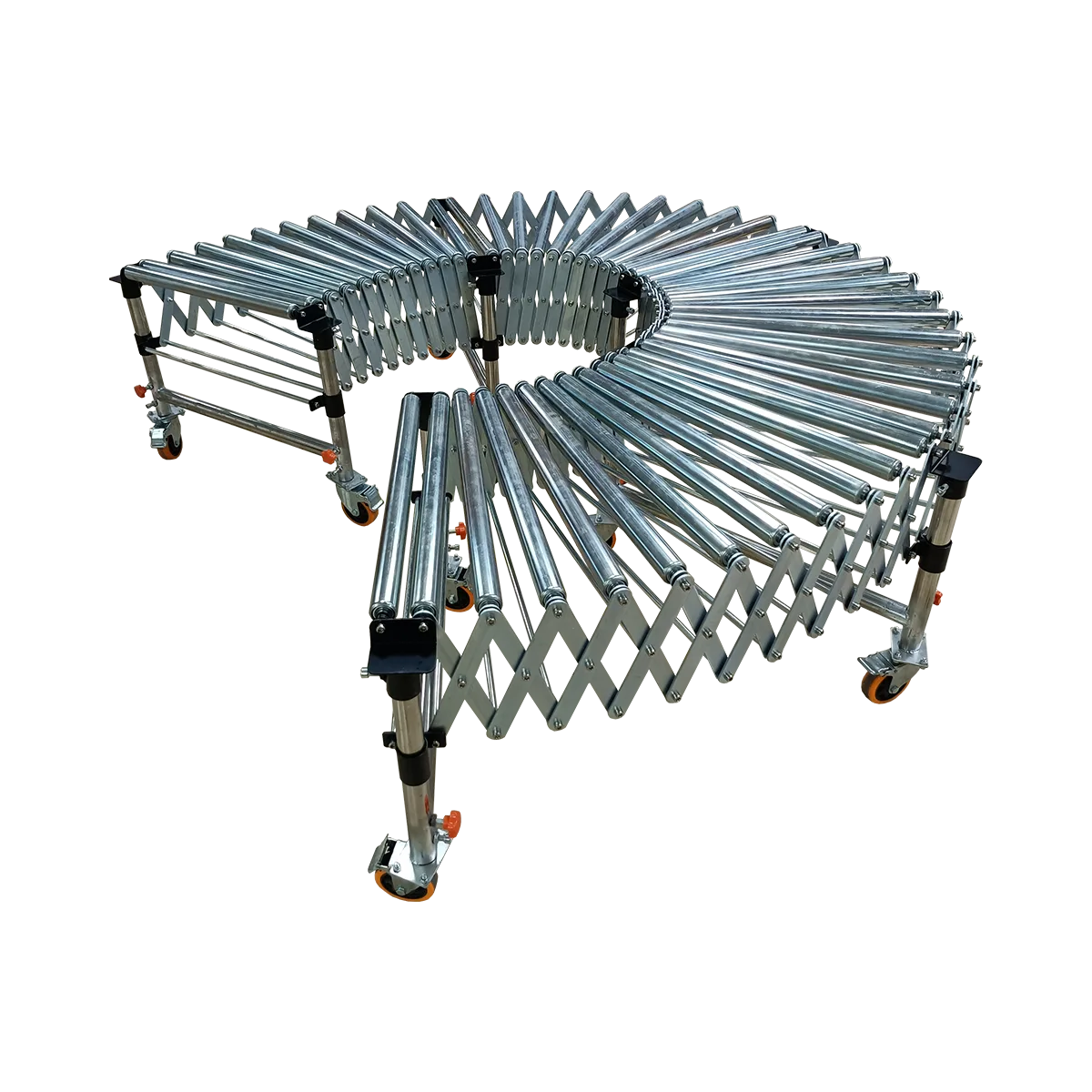
Gravity Roller Conveyor – Roller Diameter 50 mm – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity50 kg/m
Applicable GoodsFlat-bottomed Goods
Bagged Goods
-
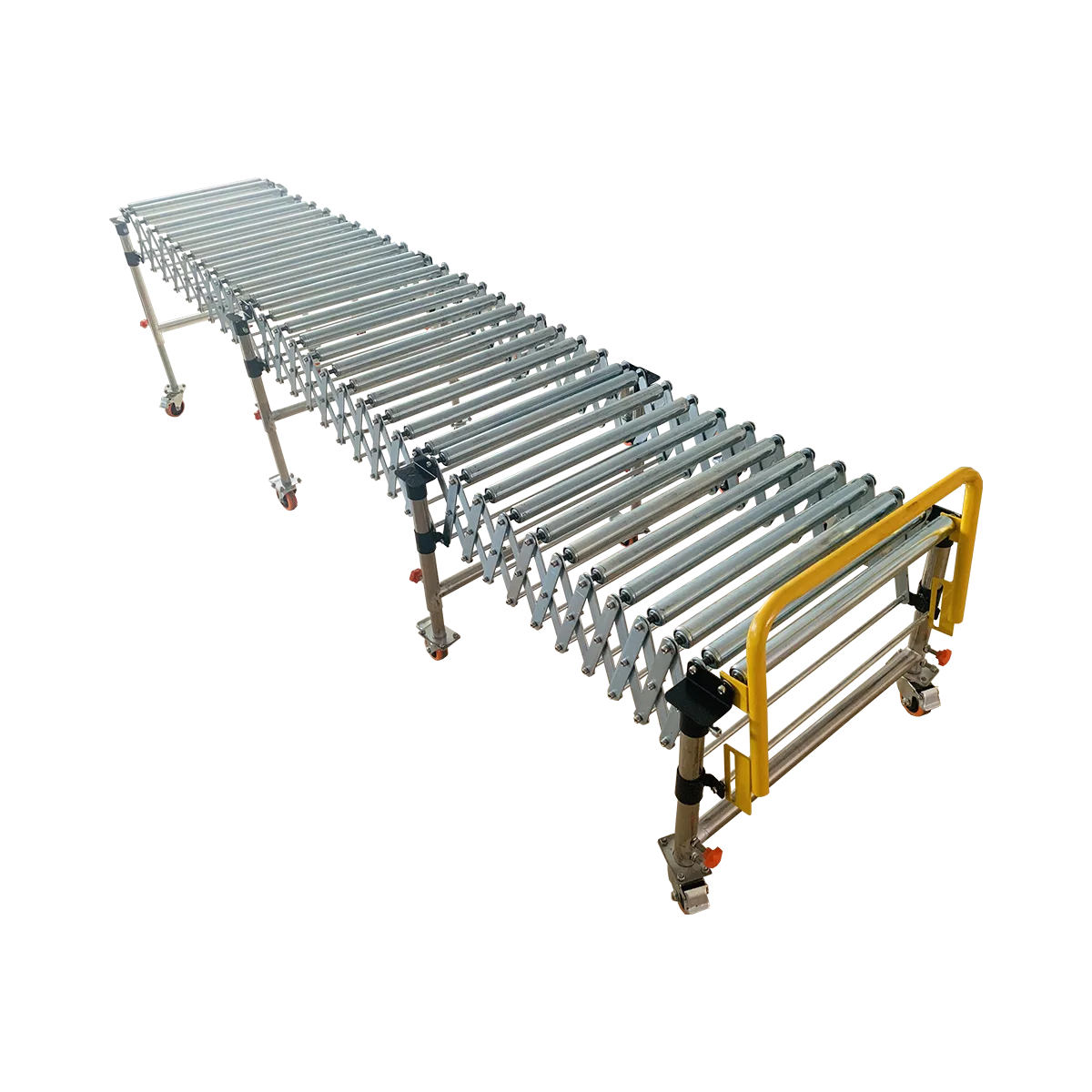
Gravity Roller Conveyor – Roller Diameter 38 mm – 1700 mm/SectionCollapsed Length
485 mm
Extended Length1700 mm
Load Capacity50 kg/m
Applicable GoodsFlat-bottomed Goods
Bagged Goods
The healthcare industry demands exceptional standards for handling and transporting medical supplies. Implementing efficient medical supply logistics systems is crucial for hospitals, pharmacies, and healthcare distributors who must maintain product integrity while managing high-volume operations. Gravity conveyors offer an ideal solution for this sector, providing gentle, controlled transport of medical boxes without the need for electrical power, complex maintenance, or excessive noise that could disrupt sensitive healthcare environments.
The Requirements
The transport of medical supplies presents unique challenges that standard material handling equipment may not adequately address. Healthcare facilities and medical distributors must consider several critical factors when selecting conveyor systems.
Clean, Smooth Surfaces
Medical supplies demand handling systems that maintain exceptional cleanliness standards:
- Contamination concerns: Even minor contamination can compromise sterile medical products
- Regulatory compliance: Healthcare facilities must adhere to strict cleanliness regulations
- Surface materials: Conveyor surfaces must resist bacterial growth and allow thorough sanitization
- Smooth transitions: Seams and joints must not trap debris or contaminants
Optimal conveyor systems for medical applications provide:
- Non-porous surfaces that resist bacterial colonization
- Smooth transitions between conveyor sections to prevent product damage
- Materials compatible with common sanitizing agents
- Accessible design allowing thorough cleaning of all components
Gentle Transport for Delicate Items
Many medical supplies contain delicate components requiring careful handling:
- Fragile contents: Items like glass vials, precision instruments, and calibrated devices
- Packaging concerns: Medical packaging often optimizes for sterility rather than durability
- Varied weights: From lightweight gauze packets to heavier pharmaceutical containers
- Orientation requirements: Some medical items must maintain specific orientations during transport
An effective healthcare distribution system must provide:
- Controlled movement without abrupt stops or starts
- Consistent, adjustable speeds appropriate for product sensitivity
- Sufficient support to prevent package deformation
- Smooth roller surfaces to minimize vibration during transport
| Supply Type | Typical Weight | Special Handling Needs | Recommended Conveyor Configuration |
|---|---|---|---|
| Pharmaceutical boxes | 0.5-10 kg | Temperature stability, gentle handling | 38mm roller, 2-3° slope |
| Medical devices | 2-20 kg | Orientation maintenance, shock prevention | 50mm roller, 2° slope |
| Consumable supplies | 1-15 kg | High volume throughput, standard handling | 50mm roller, 3-4° slope |
| Lab supplies | 1-25 kg | Fragility concerns, careful speed control | 50mm roller, 2° slope with speed controls |
The Solution: Naili’s Gravity Roller Conveyor
Among various material handling options, gravity roller conveyor systems present an optimal solution for medical box handling applications, offering an elegant balance of simplicity, reliability, and performance.
Why Gravity is Perfect for Light Medical Boxes
Gravity roller conveyors provide several distinct advantages for medical supply operations:
- No electrical requirements: Eliminating motors and power systems reduces potential failure points and electrical hazards in medical environments
- Noise reduction: Silent operation is critical in healthcare settings where noise can impact patient care
- Maintenance simplicity: Fewer moving parts means less maintenance and higher reliability
- Scalability: Systems can easily expand or reconfigure as needs change
- Cost efficiency: Lower initial investment and operating costs compared to powered systems
For medical supply applications, Naili’s gravity roller conveyors offer specific benefits:
- Roller material options: Zinc-plated steel or 201 stainless steel rollers for different cleanliness requirements
- Capacity options:
- 50mm diameter rollers providing 50 kg/m capacity for heavier medical equipment
- 38mm diameter rollers offering 50 kg/m capacity for standard medical supplies
- Extension capabilities:
- 50mm models extend from 525mm to 1500mm (1:3 ratio)
- 38mm models extend from 485mm to 1700mm (1:3 ratio)
- Adjustable height: Support legs can be adjusted to 450-680/550-820/750-1200/900-1500mm heights, accommodating various workstation designs
Setting Up Proper Slopes for Controlled Flow
The key to effective hospital supply chain management using gravity conveyors is establishing the correct slope for your specific products:
- Standard slope range: For most medical supplies, a 2-4° slope provides ideal movement
- Lightweight items: Boxes under 1kg may require slopes of 3-5° to ensure consistent movement
- Heavier products: Medical equipment over 10kg often requires only 1.5-3° to prevent excessive speed
When implementing a gravity system for medical supplies, consider:
- Product testing: Test actual product samples to determine optimal slope angles
- Speed control: Add inline braking sections for products that gain excessive speed
- Transition points: Ensure smooth transitions between conveyor sections by maintaining precise height alignment
- Flow control: Implement simple stop gates at key points to regulate product flow
Implementation tips for healthcare settings:
- Begin with a slightly lower angle than you think necessary and adjust upward
- Create modular sections that can be individually adjusted as needed
- Document optimal slopes for different product categories
- Ensure adequate runway at the end of decline sections
Maintaining Cleanliness
The maintenance of hygiene standards is particularly critical in pharmacy warehouse conveyor systems where medical products must remain uncontaminated throughout the handling process.
Easy-Clean Roller Surfaces
Naili’s gravity roller conveyors feature design elements that facilitate thorough cleaning:
- Surface materials: Zinc-plated or stainless steel rollers resist corrosion and can withstand regular sanitization
- Exposed roller design: Unlike belt conveyors, roller systems expose most surfaces for easier cleaning access
- Gap spacing: Sufficient spacing between rollers prevents debris accumulation
- Sealed bearings: Protected roller bearings prevent contamination of internal components
Recommended cleaning protocols for medical applications:
- Regular schedule: Establish fixed cleaning intervals based on usage volume
- Approved cleaners: Use only sanitizing agents approved for medical environments
- Documentation: Maintain cleaning logs to ensure regulatory compliance
- Training: Ensure staff understand proper cleaning procedures specific to roller conveyors
For maximum cleanliness in critical applications, consider:
- Selecting 201 stainless steel roller options for superior corrosion resistance
- Implementing removable sections that can be thoroughly cleaned off-line
- Creating standard operating procedures specific to each product type
- Scheduling preventive maintenance that includes comprehensive cleaning
Dust-Free Operation
Beyond regular cleaning, gravity roller conveyors offer inherent advantages for maintaining dust-free operations in medical environments:
- Movement mechanics: The rolling action naturally generates less dust than sliding friction systems
- Open design: Air can flow freely through the conveyor, preventing dust accumulation
- Visibility advantages: The open roller design makes dust or contamination immediately visible
- Accessible surfaces: All surfaces are easily reached for dust removal
To further enhance dust-free operation:
- Position gravity conveyors away from high-dust activities
- Consider dust covers for sections not in active use
- Implement regular compressed air cleaning to remove dust from roller bearings
- Create “clean zones” with positive air pressure for most sensitive products
For facilities handling particularly sensitive medical supplies, additional measures include:
- Dedicated clean-room conveyor sections with specialized materials
- Integration with existing HVAC and filtration systems
- Antimicrobial surface treatments for roller components
- Regular testing of surface cleanliness to verify protocol effectiveness
Conclusion: Keep Your Medical Supply Chain Moving Smoothly and Safely
Implementing gravity roller conveyors in medical supply logistics operations offers a perfect balance of efficiency, reliability, and cleanliness for healthcare facilities. The combination of gentle product handling, maintenance simplicity, and contamination control makes these systems ideal for the unique demands of medical supply distribution.
By carefully selecting the appropriate roller diameter, calculating optimal slopes, and implementing proper cleaning protocols, healthcare distributors can create a material handling system that maintains product integrity while improving operational efficiency. The ability to reconfigure and expand the system as needs change provides valuable flexibility in the dynamic healthcare environment.
Whether you’re managing a hospital receiving department, pharmacy distribution center, or medical manufacturing facility, gravity roller conveyors offer an elegant solution that addresses the specific challenges of medical product handling. Their inherent simplicity, combined with thoughtful implementation, creates a robust system that supports the critical mission of healthcare supply chains.
Frequently Asked Questions
What conveyor width is best for handling varied medical supplies?
For most medical facilities handling mixed box sizes, the 600mm width provides an optimal balance of capacity and space efficiency. For facilities with primarily small pharmaceutical boxes, 500mm width may be sufficient, while those handling larger medical equipment should consider 800mm width options.
How do I determine the right slope for my specific medical products?
Start with a 2° slope for most medical boxes (approximately 3.5cm rise per meter of conveyor) and test with actual product samples. Adjust the slope in small increments until you achieve smooth, controlled movement without excessive speed or stalling. Document optimal settings for different product categories.
Can gravity conveyors be sanitized to medical standards?
Yes, gravity roller conveyors with stainless steel rollers can be sanitized using standard medical-grade disinfectants. The open design allows thorough cleaning of all surfaces, and sealed bearings protect internal components from cleaning agents. Always follow manufacturer guidelines for compatible cleaning products.
What is the maximum length of gravity conveyor suitable for medical supply applications?
For most medical applications, gravity conveyor runs should not exceed 10-15 meters without a break or redirect to control product speed. Longer systems should be divided into manageable sections with speed control mechanisms or slight incline sections to prevent excessive product acceleration.
How do I integrate gravity conveyor with existing medical supply handling equipment?
Gravity conveyors can connect with most standard equipment through height-adjustable supports. Ensure matching heights at transition points, consider bumper strips for gentle transitions, and maintain compatible widths. For integration with powered systems, implement a short horizontal section to smooth the transition between different conveyor types.
Table of Contents
Recent Posts
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.
Optimize battery warehouse conveyor systems for UPS loading and safe battery transport. Our guide to efficient power cell logistics solutions ensures secure battery box handling.