Efficient Hardware Store Distribution Center Solutions
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Related Products
-
Powered Roller Conveyor – O-shaped Belt Driven – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
-
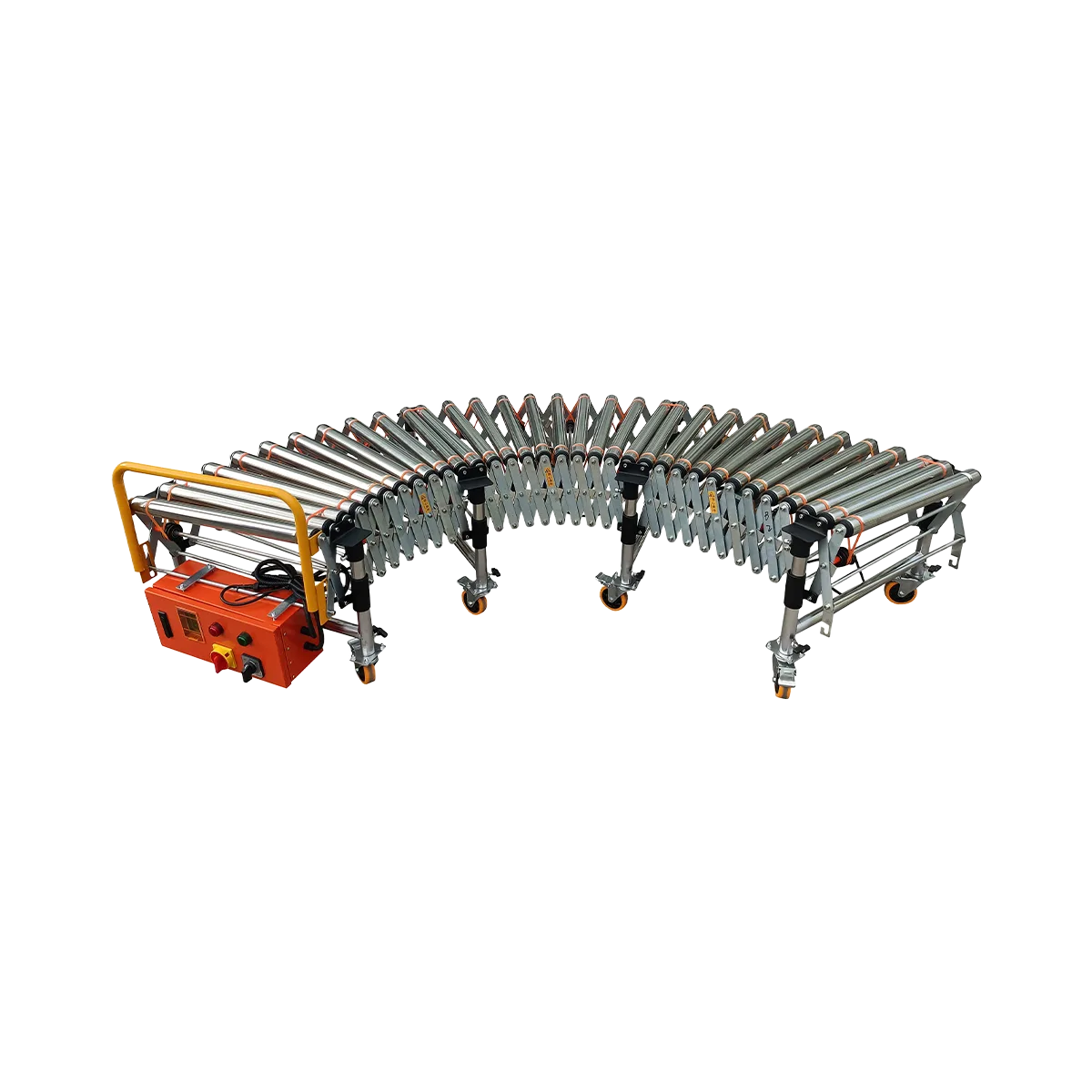
Powered Roller Conveyor – Multi-wedge Belt Driven – 2000 mm/SectionCollapsed Length
700 mm
Extended Length2000 mm
Load Capacity100 kg/m
Applicable GoodsFlat-bottomed Goods
-
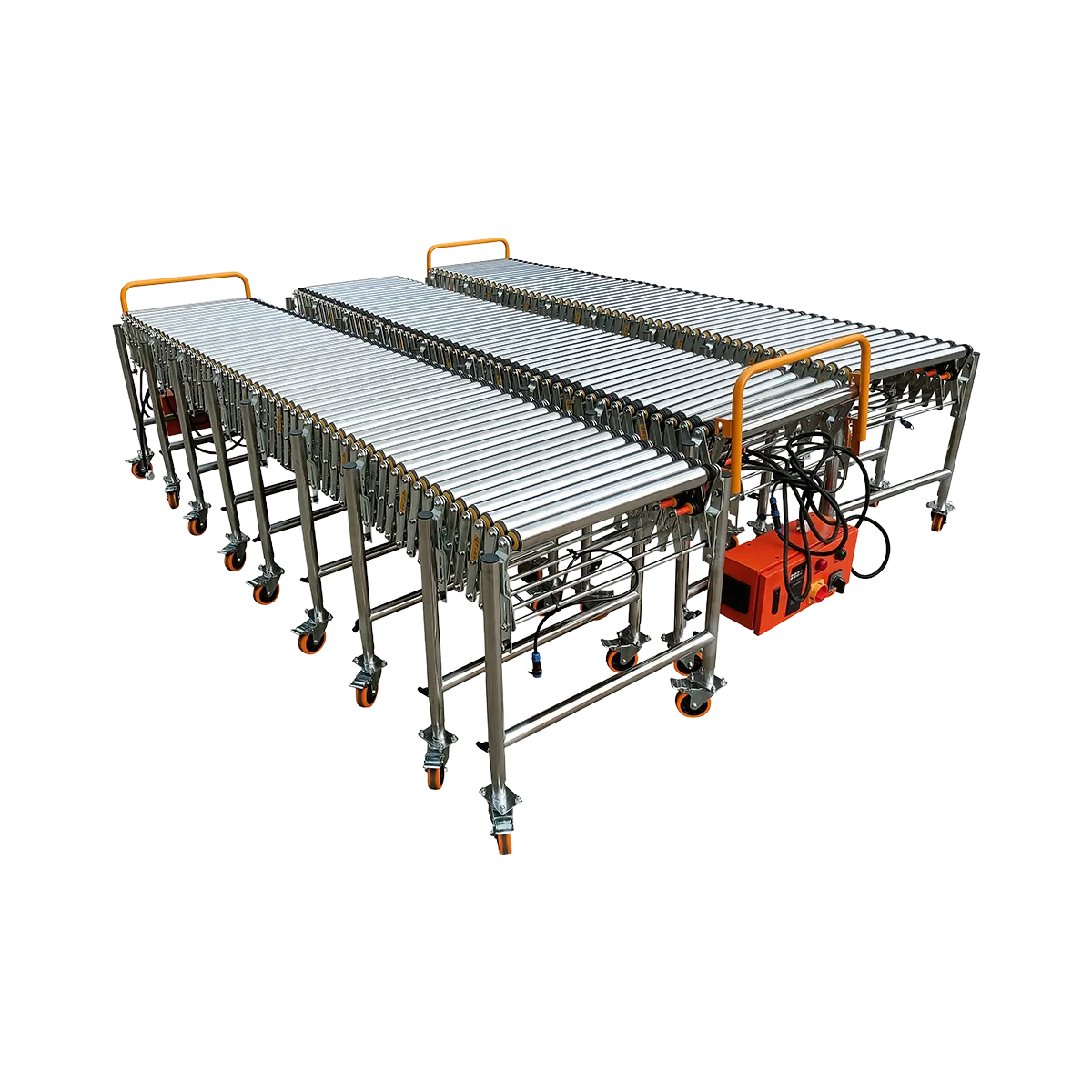
Powered Roller Conveyor – Multi-wedge Belt Driven – 3000 mm/SectionCollapsed Length
1050 mm
Extended Length3000 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
Hardware store logistics present unique challenges due to the diverse range of products that must move efficiently through distribution centers. From tiny screws and fasteners to bulky power tools and lumber, hardware distribution facilities must handle products that vary dramatically in size, weight, and packaging. An effective tool distribution system must accommodate this variety while maintaining throughput rates that satisfy the demands of retail locations. As hardware retailers face increasing pressure to compete with online sellers, distribution efficiency has become a critical competitive advantage.
The modern hardware distribution center serves as the vital link between manufacturers and retail stores, processing thousands of SKUs daily. Building an efficient warehouse automation system requires careful consideration of product characteristics, order profiles, and seasonal variations. By implementing the right combination of conveyor technologies, hardware distribution centers can dramatically improve throughput, reduce labor costs, and minimize product damage.
The Mixed-Load Challenge
Heavy Tool Boxes and Building Materials
One of the primary challenges in hardware store distribution is handling heavy, dense products that put significant strain on conveyor systems:
- Power tools: Professional-grade power tools in sturdy packaging often weigh 10-20kg
- Hardware sets: Complete tool kits and hardware assortments in metal cases
- Building materials: Boxes of tiles, fasteners, and hardware fixtures
- Paint containers: Gallons and five-gallon buckets weighing up to 25kg
- Plumbing fixtures: Toilets, sinks, and other porcelain items requiring careful handling
These heavy items require conveyor systems with substantial load-bearing capacity. Standard light-duty conveyors often struggle with the concentrated weight of these products, leading to premature equipment failure and potential merchandise damage.
Furthermore, many hardware items have irregular shapes or protruding elements that can catch on conveyor components, creating jams and workflow disruptions. The ideal building supply conveyor must handle these irregularities while maintaining consistent flow.
Small Parts Containers and Mixed Cartons
At the other end of the spectrum, hardware distribution centers must efficiently handle thousands of small items:
- Fastener boxes: Small containers of screws, nails, and specialized fasteners
- Electrical components: Switches, outlets, and wiring accessories in lightweight packaging
- Plumbing fittings: Small plastic bags containing fittings and connectors
- Cabinet hardware: Handles, knobs, and hinges in small packages
- Mixed-SKU cartons: Boxes containing assortments of different products for retail display
These smaller items present different challenges. They can shift during transport, fall between rollers, or become misaligned on conveyor surfaces. Their lightweight nature means they may not activate gravity systems consistently, especially if slight inclines or friction points exist in the conveyor path.
The diversity of product sizes and weights makes it impossible for a single conveyor type to efficiently handle all hardware distribution needs. Instead, the most effective hardware loading systems utilize complementary conveyor technologies that work together to address the full range of product characteristics.
The Versatile Solution: Combined Powered and Gravity Systems
Powered Sections for Heavy Items
For handling the substantial weight of power tools, building materials, and other heavy hardware items, powered roller conveyors provide the ideal solution. The multi-wedge belt driven Powered Roller Conveyor with 2000mm/section stands out as particularly well-suited for hardware distribution applications:
- Superior load capacity: With a rating of 100kg/m, these conveyors easily handle even the heaviest hardware items
- Controllable speed: Variable frequency drive allows speeds from 0-40m/min, enabling operators to adjust throughput based on product type
- Stable transport surface: 50mm diameter rollers with 100mm spacing provide excellent support for heavy or irregularly shaped items
- Bidirectional capability: Forward/reverse functionality allows flexible material routing
The powered sections excel in high-throughput areas of the distribution center, such as receiving zones, main sorting lines, and shipping areas. The control system allows operators to adjust speed based on current product mix and volume requirements, optimizing both throughput and handling safety.
For areas handling particularly heavy building supplies, the system’s 100kg/m capacity ensures reliable performance even when processing dense products like boxes of tiles, fasteners, or power tools. The consistent power delivery of the multi-wedge belt drive maintains smooth product flow even under challenging loads.
Gravity Sections for Light Boxes
For lighter hardware items and areas where energy efficiency is a priority, gravity conveyor sections provide an excellent complement to powered systems. The Gravity Roller Conveyor with 50mm roller diameter offers several advantages for hardware distribution:
- Energy efficiency: No power consumption, reducing operational costs
- Simplicity: Fewer components mean less maintenance and higher reliability
- Adequate capacity: 50kg/m rating handles most standard hardware items
- Flexibility: Easy to reconfigure as distribution needs change
The 50mm roller diameter provides better support for smaller hardware packages compared to larger diameter options, preventing small boxes from dipping between rollers. This makes the system particularly effective for handling the thousands of small- to medium-sized components typical in hardware retail.
For the smallest hardware items in lightweight packaging, the Gravity Skate Wheel Conveyor offers additional benefits:
- Superior handling of small packages: The closely spaced skate wheels provide better support for small items
- Maximum flexibility: 1:5 extension ratio allows significant space savings when not in use
- Lightweight construction: Easier to move and reconfigure as needed
- Cost-effectiveness: Lower initial investment for less demanding applications
By strategically combining powered and gravity conveyor sections, hardware distribution centers create systems that address the full spectrum of product handling needs while optimizing energy usage and operational costs.
Creating Efficient Flows
Separate Lines for Different Product Categories
Effective hardware store logistics requires thoughtful organization of product flows. By creating dedicated conveyor lines for different product categories, distribution centers can optimize handling for each product type:
- Heavy tools line: Powered conveyor with reinforced supports for power tools and heavy hardware
- Building materials zone: Wider conveyor sections (800mm) for bulky building supplies
- Small parts processing: Narrower gravity conveyors (500-600mm) for efficient handling of lightweight items
- Specialty goods area: Custom configurations for products requiring special handling
This approach allows each conveyor line to be optimized for the specific characteristics of the products it handles. Speed, incline, and roller spacing can be tailored to the unique requirements of each product category, improving both throughput and handling quality.
The physical separation of product flows also reduces congestion and bottlenecks, particularly during peak periods. By dispersing volume across multiple dedicated lines, the distribution center maintains consistent throughput even during high-demand periods.
Easy Reconfiguration for Seasonal Changes
Hardware retail is highly seasonal, with dramatic shifts in product mix throughout the year. An effective logistics conveyor system must accommodate these changes with minimal disruption:
| Season | Product Focus | Conveyor Configuration |
|---|---|---|
| Spring | Garden tools, outdoor supplies | Extended lines, wider conveyor sections |
| Summer | Building materials, paint | Maximum throughput, heavy-duty sections |
| Fall | Weatherization products, heaters | Mixed configuration for varied packages |
| Winter | Snow removal, holiday items | Flexible routing for promotional goods |
The modular design of Naili’s conveyor systems allows hardware distribution centers to quickly adapt to these seasonal shifts. Key reconfiguration capabilities include:
- Expandable sections: Telescopic design allows sections to extend or contract as needed
- Modular connections: Easy linking of different conveyor types to create custom configurations
- Mobile elements: Caster-mounted sections can be repositioned as product mix changes
- Height adjustability: Support legs adjust from 450-1500mm to accommodate different process flows
This flexibility is particularly valuable for hardware distributors who must frequently adjust their operations to accommodate seasonal products, special promotions, and changing retail requirements. Rather than being locked into a fixed configuration, the distribution center can evolve its conveyor layout to match current operational needs.
Integrating Workstations and Special Processing Areas
Beyond basic transport, an effective hardware distribution system must incorporate specialized workstations for value-added processing:
- Picking stations: Ergonomic workstations where employees can select items for store-specific orders
- Kitting areas: Zones where related items are combined into retail-ready packages
- Quality control points: Inspection stations for checking product condition
- Custom cutting stations: Areas where materials like chain, rope, or wire are cut to customer specifications
These specialized areas can be seamlessly integrated with the conveyor system through the strategic placement of gravity spur lines, ensuring smooth product flow while accommodating specialized handling requirements.
Conclusion: Handle Any Hardware with the Right Conveyor Mix
Efficient hardware store distribution center solutions require a thoughtful combination of conveyor technologies that address the unique challenges of hardware product handling. By strategically deploying powered sections for heavy items and gravity sections for lighter products, distribution centers can create systems that optimize both performance and operational costs.
The right retail warehouse automation approach recognizes that hardware distribution isn’t a one-size-fits-all proposition. Instead, it embraces the diversity of hardware products and creates tailored handling solutions that ensure each item moves through the facility efficiently and safely.
Key benefits of implementing a mixed conveyor approach include:
- Comprehensive handling capability: From tiny fasteners to bulky power tools, all products move efficiently
- Operational flexibility: Systems can be reconfigured as product mix and volumes change
- Energy efficiency: Gravity sections reduce power consumption while handling appropriate items
- Scalability: Additional sections can be added as distribution volume grows
- Improved ergonomics: Proper conveyor height and configuration reduce worker strain and injury risk
For hardware distributors seeking to enhance their competitive position, investing in the right mix of conveyor technologies offers a clear path to improved efficiency, reduced costs, and enhanced service levels. The result is a distribution operation capable of meeting the diverse demands of modern hardware retail.
Frequently Asked Questions
What conveyor width is best for hardware distribution applications?
For most hardware items, 600mm width conveyors provide the ideal balance of capacity and space efficiency. For larger building materials or bulky power tools, 800mm width sections may be necessary in certain areas of the distribution center.
How steep an incline can gravity conveyors handle for hardware products?
For standard boxed hardware items, a 3-5 degree incline typically provides optimal flow on gravity conveyors. Heavier items may require a slightly steeper angle (4-6 degrees), while very light packages might need up to 6-8 degrees to maintain consistent movement.
Can the same conveyor system handle both retail store replenishment and direct consumer orders?
Yes, with proper design, a hardware distribution conveyor system can handle both wholesale store replenishment and direct-to-consumer order fulfillment. This typically involves creating separate processing zones with appropriate conveyor configurations for each order type, then merging products at shipping.
What maintenance schedule is recommended for hardware distribution conveyors?
For powered roller conveyors handling heavy hardware items, monthly belt tension checks and quarterly bearing lubrication are recommended. Gravity systems require less frequent maintenance, with quarterly inspection of rollers and bearings typically sufficient for normal operations.
How can distribution centers prevent damage to fragile hardware items during conveyor transport?
For delicate items like light fixtures or glass components, distribution centers should use powered conveyors with adjustable speed control, set to lower speeds (10-15 m/min). Additionally, ensuring proper package support with closely spaced rollers and minimizing transfer points between conveyor sections significantly reduces damage risk.
Table of Contents
Recent Posts
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.
Optimize battery warehouse conveyor systems for UPS loading and safe battery transport. Our guide to efficient power cell logistics solutions ensures secure battery box handling.