Loading Dock Solutions for Paint and Coating Distributors
Discover specialized paint can conveyor systems that streamline coating logistics while prioritizing safety. Optimize your chemical warehouse conveyor setup for efficiency and compliance.
Related Products
-
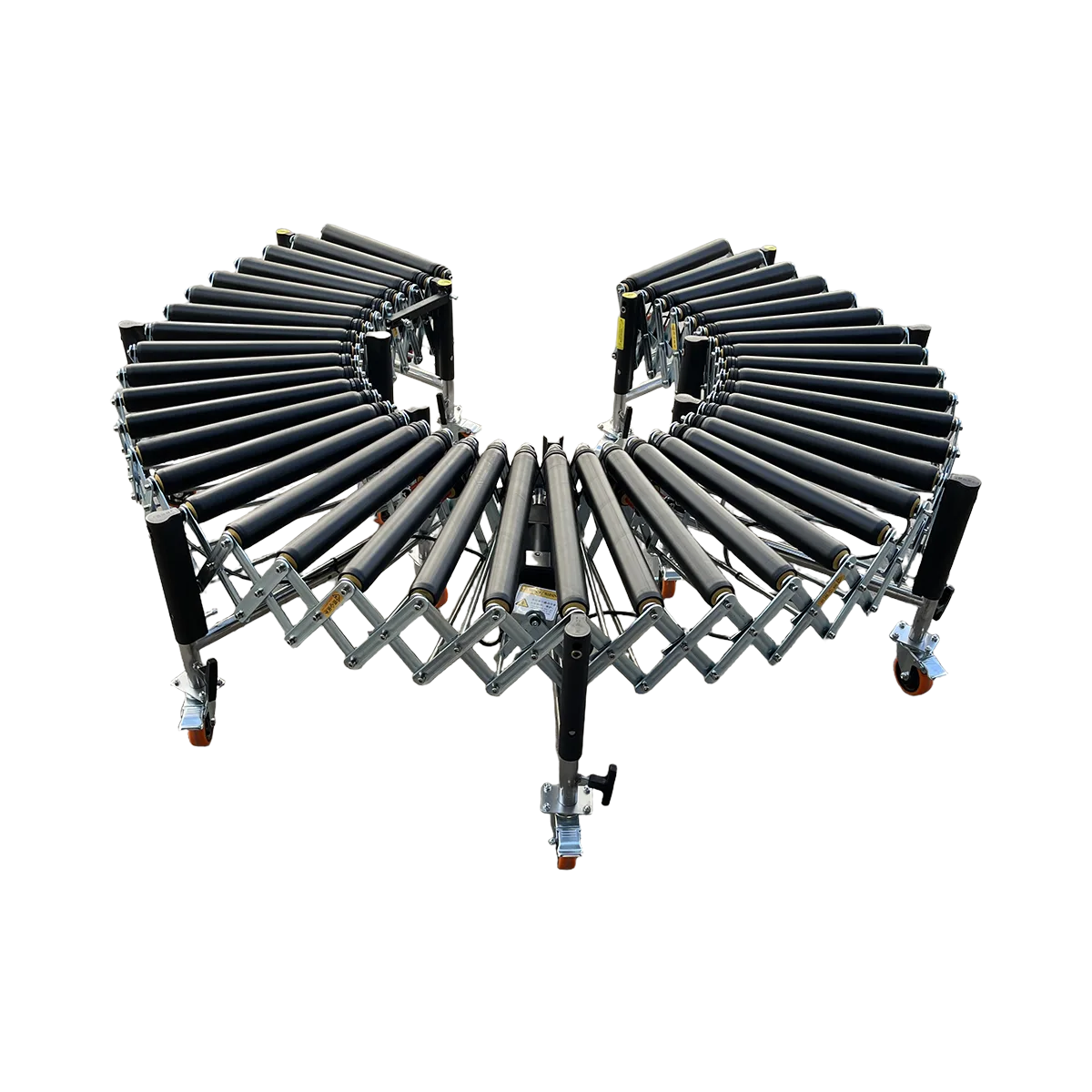
Powered Rubber Roller Conveyor – Multi-wedge Belt Driven – 1100 mm/SectionCollapsed Length
560 mm
Extended Length1100 mm
Load Capacity120 kg/m
Applicable GoodsFlat-bottomed Goods
Bagged Goods
-
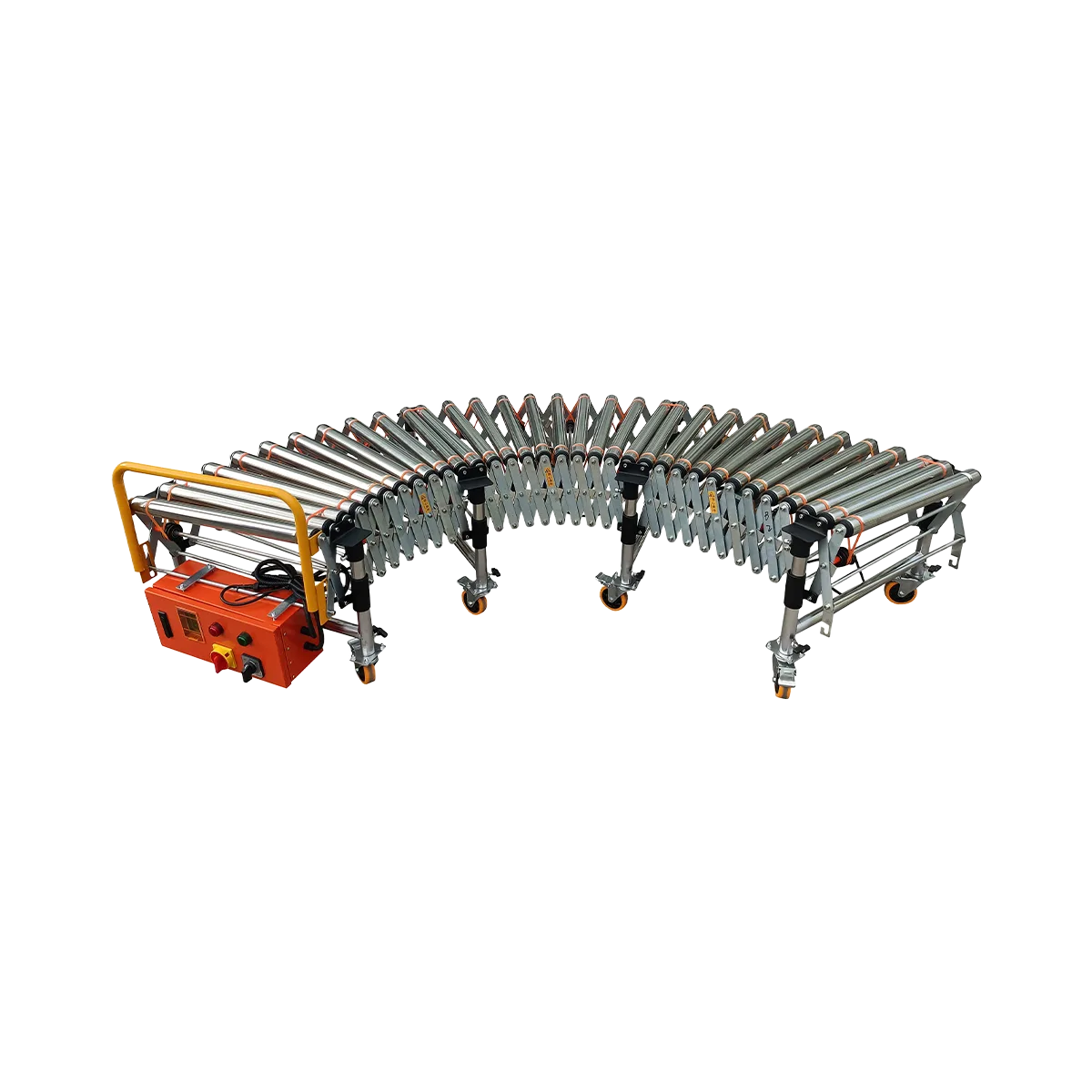
Powered Roller Conveyor – O-shaped Belt Driven – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
-
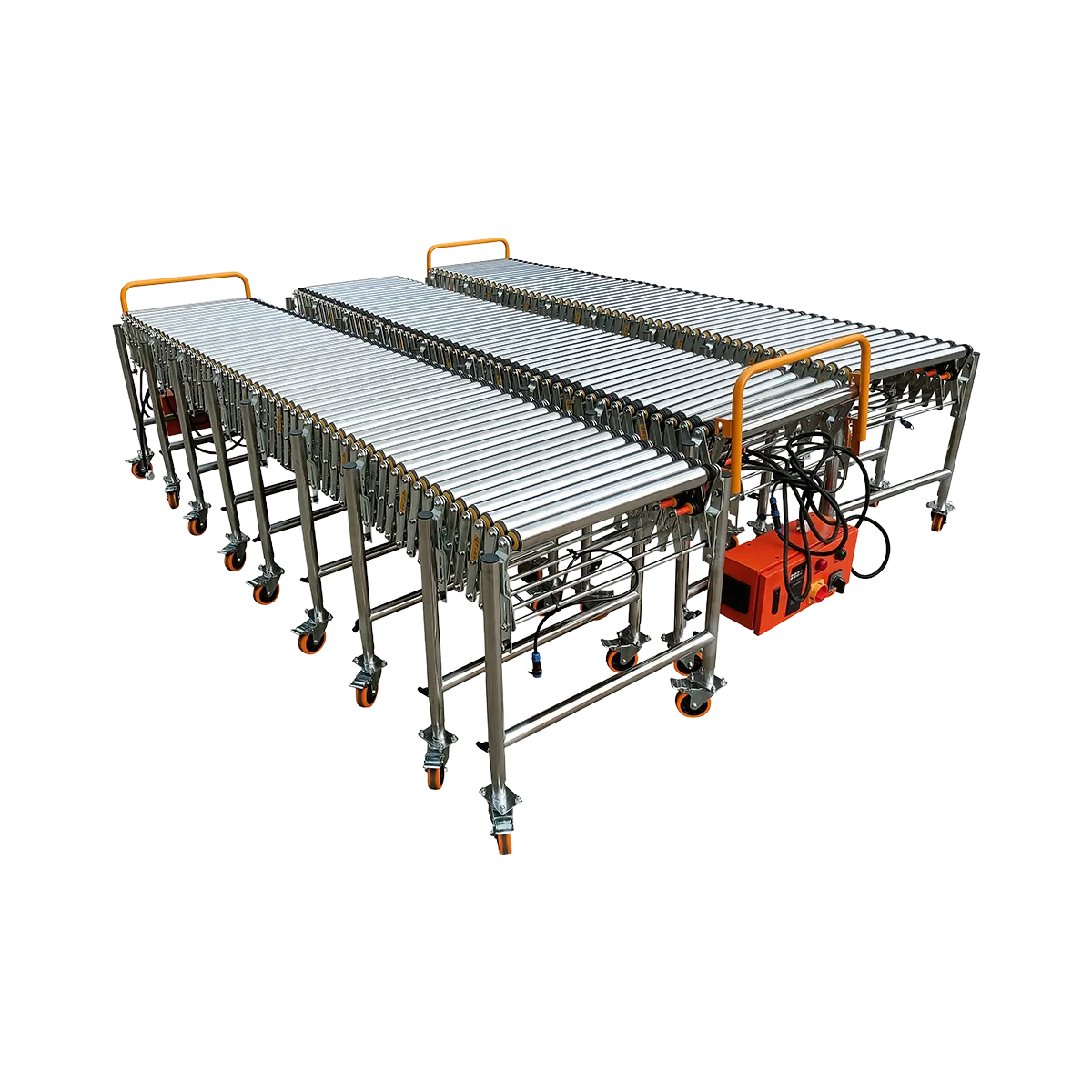
Powered Roller Conveyor – Multi-wedge Belt Driven – 2000 mm/SectionCollapsed Length
700 mm
Extended Length2000 mm
Load Capacity100 kg/m
Applicable GoodsFlat-bottomed Goods
-
Powered Roller Conveyor – Multi-wedge Belt Driven – 3000 mm/SectionCollapsed Length
1050 mm
Extended Length3000 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
Paint and coating distribution facilities face unique material handling challenges that standard warehouse equipment often struggles to address. From small retail cans to large industrial drums, paint can conveyor systems must accommodate diverse container sizes while preventing damage that could lead to costly spills and environmental concerns. The movement of these sensitive products requires specialized loading dock solutions that balance efficiency with the careful handling needed for potentially hazardous materials. This article explores optimal conveyor configurations for paint and coating distributors, focusing on equipment that addresses the specific requirements of chemical warehouse conveyor operations while enhancing productivity and maintaining safety standards.
The Requirements
Stable Transport to Prevent Tipping
Paint and coating containers present unique stability challenges during conveyor transport:
- Round container profiles: Paint cans, buckets, and drums have a natural tendency to roll or tip
- Top-heavy design: Many containers, especially partially-filled ones, have higher centers of gravity
- Varied sizes: Products ranging from quart cans to 55-gallon drums may need to travel on the same line
- Mixed pallet configurations: Different height products often share pallet positions
- Momentum concerns: Sudden stops can cause tipping of unstable containers
These stability issues are particularly critical in coating logistics operations where spills can create hazardous conditions and significant cleanup costs. Unlike handling dry goods, paint container tipping often leads to product loss, environmental concerns, and potential workplace safety incidents.
Gentle Handling to Protect Packaging
Beyond stability, paint and coating containers require careful handling to maintain packaging integrity:
- Seal protection: Rough handling can compromise container seals, leading to leakage or contamination
- Label preservation: Product and safety information must remain legible and intact
- Lid security: Impacts can cause lid deformation that affects resealability
- Finish protection: Metal cans and plastic containers can dent or deform under excessive pressure
- Vibration concerns: Excessive vibration can affect product quality for many coating formulations
The challenge is creating a conveyor system that moves products efficiently while providing the gentle handling required to maintain container integrity throughout the loading and unloading process.
Naili’s Recommended Setup
Powered Rubber Roller Conveyor for Grip
After evaluating the specific requirements of paint and coating handling, the Powered Rubber Roller Conveyor emerges as the optimal solution for safe paint handling. Its unique features address the key challenges of paint container transport:
- Superior grip surface: The PVC-coated rollers provide excellent traction for round containers
- Reduced sliding risk: The higher friction coefficient prevents containers from sliding on inclines
- Shock absorption: The rubber coating offers gentle cushioning for container bottoms
- Noise reduction: Quieter operation compared to metal roller systems (important in enclosed warehouse environments)
- Controlled movement: Smooth acceleration and deceleration reduce tipping risks
The Powered Rubber Roller Conveyor’s multi-wedge belt drive system delivers consistent power transmission with load capacity reaching 120 kg/m, easily handling even the heaviest industrial coating drums. The adjustable speed control (up to 40 m/min) allows operators to set appropriate speeds based on container size and stability needs.
Recommended Configuration for Paint Products:
| Container Type | Ideal Width | Speed Setting | Special Considerations |
|---|---|---|---|
| Retail cans (quart/gallon) | 500mm | 15-25 m/min | Side guides recommended |
| 5-gallon buckets | 600mm | 15-20 m/min | Staggered placement |
| Medium drums (15-30 gallon) | 600mm | 10-15 m/min | Individual handling |
| Large drums (55 gallon) | 800mm | 8-12 m/min | Single-file arrangement |
Wide Spacing for Larger Drums
For facilities handling larger coating containers like industrial drums, conveyor configuration must accommodate these bulkier items:
- Roller spacing considerations: Standard 57mm spacing works well for retail cans and small buckets, but larger drums benefit from wider spacing that provides more contact points per container
- Width selection: The 800mm width option provides the necessary stability for 55-gallon drums while still accommodating smaller containers
- Support requirements: When handling heavier industrial containers, support legs should be set at their minimum spacing to provide maximum structural integrity
- Transition points: Special attention must be paid to transition areas between conveyor sections to ensure smooth container movement
For drum handling system applications, supplemental side guides can be added to the conveyor framework. These guides help maintain container alignment without applying direct pressure to the container walls that could cause deformation. The height of these guides should be approximately 1/3 the height of the smallest containers being transported.
Implementation Tips:
- Install wider rollers at transition points between conveyor sections
- Use gradual curves rather than sharp turns when changing direction
- Consider adding emergency stop controls at regular intervals
- Implement variable speed zones that slow containers as they approach sorting or packaging areas
- Ensure adequate spacing between containers to prevent contact during transport
Safety Considerations
Spill Containment Features
Given the nature of paint and coating products, chemical warehouse conveyor systems must incorporate appropriate spill containment measures:
- Drip pans: Install removable drip pans under critical sections of the conveyor, especially at transition points
- Containment curbs: Add low perimeter curbing around conveyor sections to prevent spills from spreading
- Absorbent materials: Keep spill-control materials stationed at strategic points along the conveyor line
- Non-porous surfaces: Ensure all surfaces are sealed and chemical-resistant for easy cleanup
- Drainage planning: Design floor slopes and collection points for proper containment of potential large spills
These spill containment features should be integrated into the conveyor system design rather than added as afterthoughts. Regular inspection and maintenance of these features should be included in standard operating procedures.
Non-Spark Materials
Safety in coating logistics extends beyond handling to include consideration of the potentially flammable nature of many paints and coatings:
- Material selection: While standard conveyor components are typically non-sparking, any custom additions should use non-ferrous metals or appropriate polymers
- Grounding requirements: Ensure proper grounding of all conveyor sections to prevent static buildup
- Electrical components: All controls and motors should meet appropriate ratings for the environmental classification of the workspace
- Ventilation considerations: Conveyor layout should work with, not against, the facility’s ventilation system
- Emergency systems integration: Conveyor controls should interface with fire suppression and emergency systems
When handling products with high VOC content or flammable characteristics, consider implementing explosion-proof motors and control systems that exceed minimum safety requirements. The additional investment in these safety features is minimal compared to the potential costs of incidents.
Safety Implementation Checklist:
- Verify all electrical components meet appropriate hazardous location classifications
- Install clearly marked emergency stops at regular intervals
- Ensure proper grounding of all conveyor sections
- Provide spill containment materials at strategic locations
- Train all personnel on emergency procedures specific to paint handling
- Conduct regular inspections of all safety systems
Conclusion
Implementing an effective loading dock solution for paint and coating distributors requires careful consideration of both operational efficiency and safety requirements. The Powered Rubber Roller Conveyor system provides the ideal balance of gentle handling, stability control, and operational flexibility needed for paint can conveyor applications across the full spectrum of container sizes.
By selecting the appropriate conveyor width, configuring proper roller spacing, and implementing necessary safety features, paint and coating distributors can significantly improve their loading and unloading operations while reducing the risks associated with handling these specialized products.
Key takeaways for optimizing your paint and coating handling system include:
- Choose rubber-coated rollers for superior grip and gentle handling
- Configure width and spacing based on your specific container mix
- Implement appropriate safety features for chemical products
- Train staff on proper handling procedures and emergency protocols
- Regularly inspect and maintain all conveyor components
With these elements in place, paint and coating distributors can create a loading dock environment that enhances efficiency while prioritizing product integrity and workplace safety.
Frequently Asked Questions
What’s the ideal conveyor width for a facility handling both small paint cans and 55-gallon drums?
For mixed operations handling both retail containers and large drums, the 800mm width Powered Rubber Roller Conveyor provides the versatility to accommodate all sizes while ensuring adequate support for larger containers.
How should we handle shrink-wrapped pallets of paint cans?
Shrink-wrapped pallets of paint cans should be transported via the Powered Roller Conveyor with multi-wedge belt drive, which provides the necessary stability for pallet loads. Individual cans should only be placed on the conveyor after depalletizing.
Can the same conveyor be used for both empty and filled paint containers?
Yes, the same conveyor can handle both, but speed settings should be adjusted accordingly. Empty containers require slower speeds (10-15 m/min) and potentially side guides to prevent tipping due to their lighter weight.
What maintenance is required for conveyors in paint handling environments?
Regular cleaning of roller surfaces to remove paint residue, inspection of drive belts for chemical exposure effects, checking all electrical components for proper operation, and testing emergency stop systems should be performed weekly in paint handling environments.
How can we minimize noise when handling metal paint cans on conveyors?
To minimize noise from metal paint cans, maintain slower conveyor speeds (15-20 m/min), ensure proper spacing between containers, consider adding thin rubber mats at transition points, and keep roller drive systems properly tensioned and lubricated.
Table of Contents
Recent Posts
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.
Optimize battery warehouse conveyor systems for UPS loading and safe battery transport. Our guide to efficient power cell logistics solutions ensures secure battery box handling.