What Happens When a Powered Roller Conveyor Belt Breaks?
Learn quick conveyor belt repair techniques for O-belts and multi-wedge belts. Minimize conveyor maintenance downtime with our step-by-step guide to fixing broken belts fast.
Related Products
-
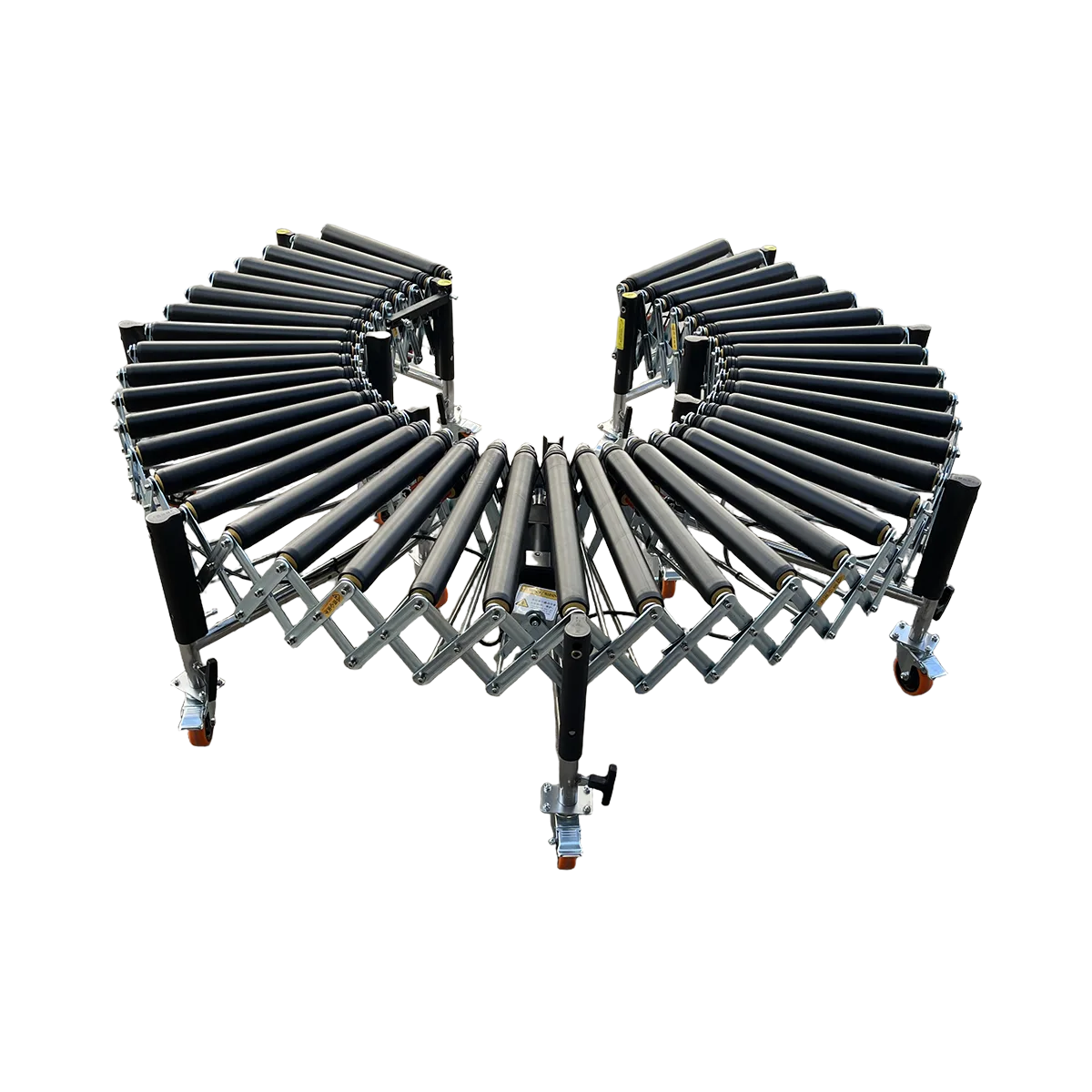
Powered Rubber Roller Conveyor – Multi-wedge Belt Driven – 1100 mm/SectionCollapsed Length
560 mm
Extended Length1100 mm
Load Capacity120 kg/m
Applicable GoodsFlat-bottomed Goods
Bagged Goods
-
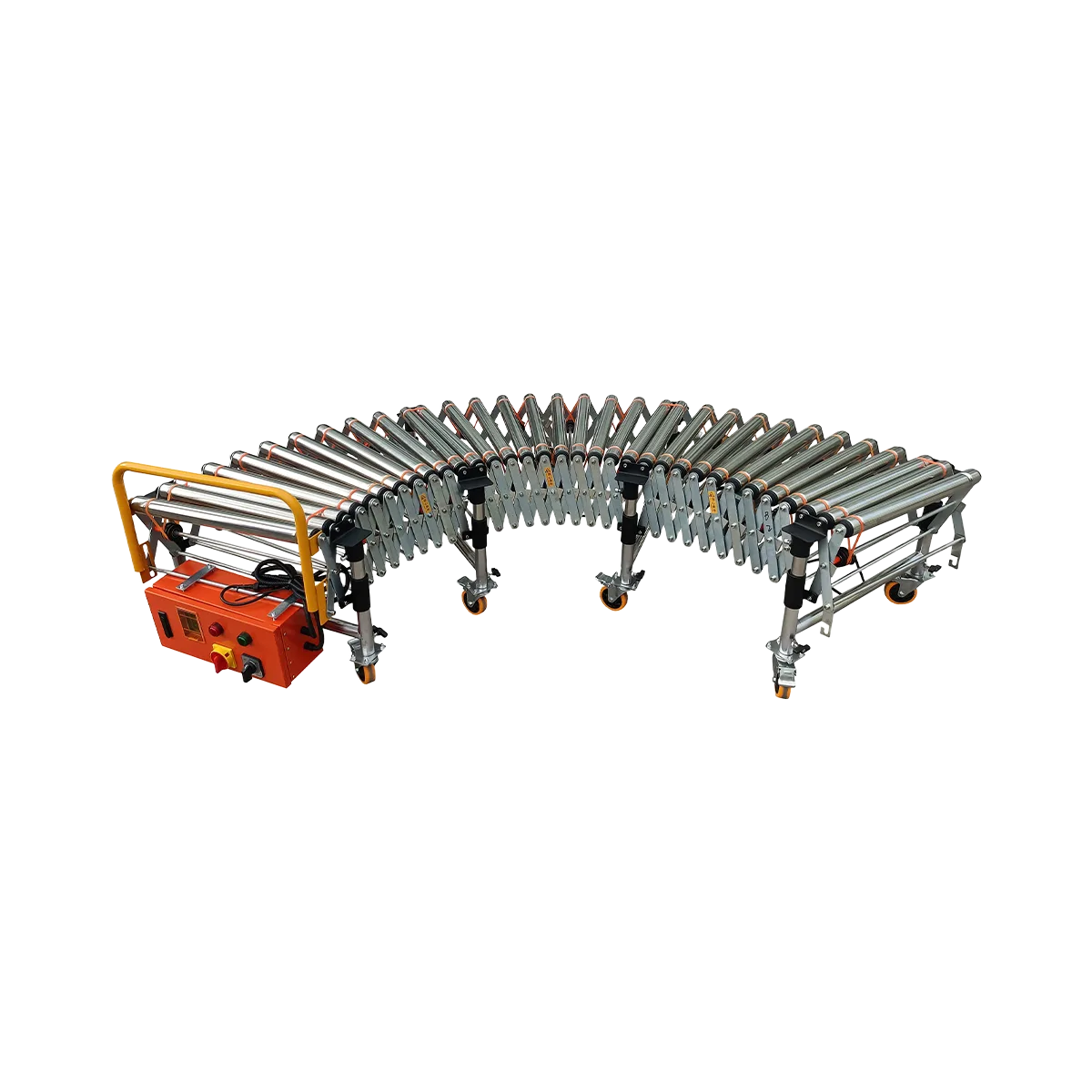
Powered Roller Conveyor – O-shaped Belt Driven – 1500 mm/SectionCollapsed Length
525 mm
Extended Length1500 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
-
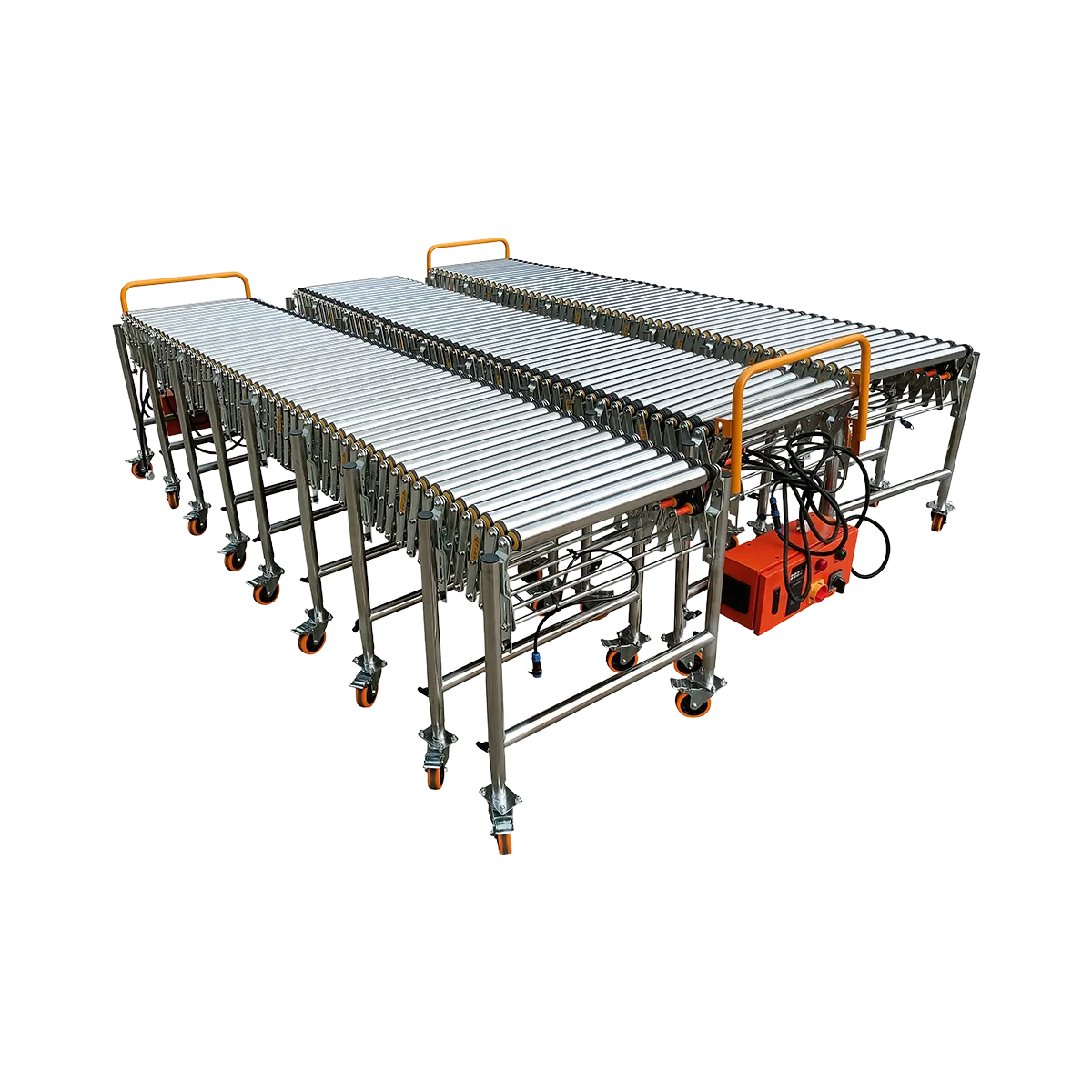
Powered Roller Conveyor – Multi-wedge Belt Driven – 2000 mm/SectionCollapsed Length
700 mm
Extended Length2000 mm
Load Capacity100 kg/m
Applicable GoodsFlat-bottomed Goods
-
Powered Roller Conveyor – Multi-wedge Belt Driven – 3000 mm/SectionCollapsed Length
1050 mm
Extended Length3000 mm
Load Capacity80 kg/m
Applicable GoodsFlat-bottomed Goods
When a conveyor belt repair situation strikes your warehouse operation, every minute of downtime translates to lost productivity and potential bottlenecks throughout your entire logistics chain. The good news? Naili’s powered roller conveyor systems are specifically designed with maintenance and rapid recovery in mind. Unlike monolithic belt conveyors where a single belt failure can cripple an entire line for hours, the modular design of Naili’s powered roller systems means most issues can be resolved in minutes, with minimal tools and technical expertise.
This article examines exactly what happens when a drive belt breaks on your powered roller conveyor, how to quickly diagnose the specific failure type, and most importantly – how to get your operation back up and running with minimal conveyor maintenance downtime. Whether you’re dealing with a simple O-belt break affecting a single roller or a more substantial multi-wedge belt failure, these repair procedures are straightforward enough that your maintenance team can handle them quickly and confidently.
The Anatomy of a Naili Powered Roller: The modular drive system
Before diving into repair procedures, it’s essential to understand the ingenious modular drive system that powers Naili’s roller conveyors. This design prioritizes both reliability and maintainability, ensuring that when issues do occur, they’re isolated and easily fixed.
Naili offers two primary drive systems for their powered roller conveyors:
O-Belt Drive System (1500mm/section)
- Design: Individual O-rings connect each powered roller to the next
- Transmission: Power transfers from motor through a series of rollers via small O-shaped rubber belts
- Modularity: Each roller operates semi-independently, meaning a single O-belt failure affects only one roller
- Maintenance: O-belts can be replaced individually without tools in under 2 minutes
- Best for: Applications requiring lighter loads (up to 80 kg/m) and maximum ease of maintenance
- Section length: Extends from 525mm to 1500mm
Multi-Wedge Belt Drive System (2000mm or 3000mm/section)
- Design: A single multi-wedge belt powers multiple rollers in a section
- Transmission: Power transfers from motor through a more robust belt system capable of handling heavier loads
- Modularity: One belt powers a section, but sections remain independent
- Maintenance: Belt replacement requires basic tools but can still be completed in under 15 minutes
- Best for: Heavier loads (up to 100 kg/m) and environments where maximum durability is required
- Section lengths: 2000mm model extends from 700mm to 2000mm; 3000mm model extends from 1050mm to 3000mm
The key to the system’s maintainability lies in this modular approach. Unlike traditional belt conveyors where a single belt runs the entire length, Naili’s system isolates potential failures to small, easily replaceable components. This architectural decision dramatically reduces both the frequency of failures and the impact when they do occur.
Scenario 1: O-Belt Drive Failure
The O-belt drive system is the simpler of the two designs and, consequently, the easiest to repair. Here’s what happens when an O-belt breaks and how to fix it:
Diagnosis: A single roller stops spinning
When an O-belt breaks, the symptom is remarkably straightforward – a single roller stops spinning while the rest of the system continues to operate normally. This isolated failure allows the conveyor to continue functioning, albeit with a small “dead spot” where packages might need a slight push to continue their journey.
Signs of an O-belt failure include:
- One specific roller no longer rotates when the system is powered
- A visible gap where the O-belt should connect two adjacent rollers
- Packages pausing or requiring assistance at a specific point on the conveyor
- A damaged or frayed O-belt visible between rollers
Since the failure affects only one connection point, the rest of your conveyor line continues to operate, minimizing the impact on overall productivity while you prepare for a quick repair.
The Fix: Pop off the broken O-belt, stretch a new one on. Time: < 2 minutes. No tools needed.
The beauty of the O-belt system lies in its simplicity. Replacing a broken O-belt requires no specialized tools and can be completed in under two minutes with these steps:
- Safety first: Turn off power to the conveyor section (though the repair is simple enough that it can often be performed even while other sections continue running)
- Locate the broken belt: Identify which specific O-belt has failed by finding the non-rotating roller
- Remove the damaged belt: Simply pull off any remaining pieces of the broken O-belt from both rollers
- Install new O-belt:
- Take a new O-belt of the appropriate size
- Stretch it over the groove in the first roller
- Gently stretch it to reach the adjacent roller’s groove
- Roll it into place
- Test operation: Turn power back on and verify the roller now spins properly
This entire process typically takes less than two minutes and requires no tools whatsoever. Maintenance staff can carry a few spare O-belts in their pockets, enabling them to perform repairs immediately upon noticing an issue, with minimal disruption to operations.
Scenario 2: Multi-Wedge Belt Failure
The multi-wedge belt system offers greater power transmission capability and durability, but when failures occur, they affect a larger portion of the conveyor. Here’s what happens and how to address it:
Diagnosis: A whole section (driven by one motor) stops
When a multi-wedge belt fails, the impact is more noticeable than with an O-belt failure. An entire section of rollers – typically those powered by a single motor – will stop rotating altogether. This creates a more significant disruption as packages will completely stop at the affected section.
Signs of a multi-wedge belt failure include:
- A complete section of rollers (typically 2-3 meters) stops functioning
- The motor may still run but no power transfers to the rollers
- A visible damaged or missing multi-wedge belt in the drive system
- Unusual noises from the drive motor area before failure
While this failure affects a larger portion of your conveyor system, the modular design still contains the problem to a single section, allowing the rest of your line to continue operating.
The Fix: A slightly more involved but still simple process to replace the main drive belt
Replacing a multi-wedge belt requires a few basic tools and a bit more time than an O-belt replacement, but remains a straightforward process that most maintenance personnel can handle:
- Safety first: Turn off and lock out power to the affected conveyor section
- Access the drive area: Remove the motor cover plate by loosening the mounting screws (typically requires a hex key or screwdriver)
- Create belt slack:
- Locate the motor mounting screws
- Loosen (but do not remove) the motor mounting screws
- Slide the motor toward the center of the conveyor to create slack in the belt
- Remove the damaged belt:
- Slide the old belt off the pulleys
- Inspect pulleys for any damage or misalignment that might have contributed to the failure
- Install the new multi-wedge belt:
- Place the new belt around both pulleys
- Slide the motor back to its original position to create proper tension
- Verify the belt is properly seated in all pulley grooves
- Restore tension:
- Pull the motor back to create appropriate belt tension
- Tighten the motor mounting screws securely
- The belt should have about 1-2cm of deflection when pressed firmly
- Reassemble and test:
- Replace the motor cover
- Restore power and test operation at various speeds
This entire multi-wedge belt fix typically takes 10-15 minutes and requires only basic tools like a screwdriver or hex key. The maintenance process is designed to be straightforward enough that technical specialists aren’t required for this common repair.
The Naili Advantage: This modular repairability means a small issue doesn’t cripple your entire line
The true advantage of Naili’s modular drive system becomes apparent when comparing it to traditional monolithic belt conveyors. In a conventional belt conveyor system, a belt failure typically:
- Disables the entire conveyor line
- Requires specialized maintenance personnel
- Takes hours to repair, often involving belt splicing or complete replacement
- Necessitates significant disassembly of the conveyor structure
- Results in extended downtime and operational disruption
By contrast, Naili’s modular design offers significant advantages during failure scenarios:
| Aspect | Traditional Belt Conveyor | Naili Powered Roller Conveyor |
|---|---|---|
| Failure Impact | Entire line stops | Only affected section or single roller stops |
| Repair Time | Hours (typically 2-4+ hours) | Minutes (2 min for O-belt, 15 min for multi-wedge) |
| Required Skills | Specialized maintenance technician | Basic maintenance knowledge |
| Tools Needed | Specialized splicing equipment, multiple tools | Few or no tools (depending on belt type) |
| Parts Cost | High (full belt or splicing kit) | Low (individual O-belts or section belt) |
| Operational Disruption | Complete work stoppage | Minimal; other sections continue functioning |
This flexible conveyor downtime reduction is particularly valuable in high-throughput environments like distribution centers, e-commerce fulfillment operations, and manufacturing facilities where every minute of system availability directly impacts bottom-line results.
Preventive Maintenance: Avoiding Belt Failures Before They Happen
While Naili’s powered roller conveyors are designed for quick repairs, the best approach is preventing failures in the first place. Here are key preventive measures to reduce the likelihood of belt failures:
For O-Belt Systems:
- Regular Inspection: Check O-belts for signs of wear, cracking, or stretching during weekly maintenance
- Proper Loading: Avoid overloading the conveyor beyond its rated 80 kg/m capacity
- Prevent Jamming: Train operators not to forcibly hold packages in place while rollers are running, as this causes excessive belt wear
- Keep Clean: Remove debris that might get caught between rollers and belts
- Maintain Inventory: Keep a supply of replacement O-belts readily available
For Multi-Wedge Belt Systems:
- Tension Checks: Verify proper belt tension monthly (1-2cm deflection when pressed)
- Pulley Alignment: Ensure drive pulleys remain properly aligned
- Listen for Changes: Unusual noises often precede belt failures
- Respect Weight Limits: Stay within the system’s rated capacity (80-100 kg/m depending on model)
- Environment Control: Protect belts from excessive heat, oil, and chemical exposure
By implementing these preventive maintenance practices, you can significantly extend the life of your drive belts and reduce the frequency of repairs, further enhancing the already impressive uptime advantages of the Naili powered roller conveyor system.
Conclusion: Designed for robustness, but also for rapid, simple repairs to keep you moving
Naili’s powered conveyor systems represent a thoughtful balance between operational reliability and maintenance practicality. While built to withstand the demands of busy logistics environments, they also acknowledge the reality that wear items like drive belts will eventually need replacement. The brilliance of the design lies in making these inevitable maintenance events as painless as possible.
The modular drive architecture means that:
- Failures remain isolated rather than systemic
- Repairs can be completed in minutes rather than hours
- Maintenance requires minimal technical expertise
- Parts are affordable and easily stocked
- Operational disruption is minimized
For warehouse and logistics managers who understand that equipment uptime directly impacts throughput and profitability, this combination of reliability and rapid repairability makes Naili’s powered roller conveyor systems an exceptional choice. When a belt does break—whether it’s a simple O-belt or a more substantial multi-wedge belt—you can rest assured that your operation will be back to full productivity faster than with virtually any alternative conveyor technology.
Remember that while belts are designed to last for extended periods under normal use, factors like improper loading, packages jamming, or allowing items to accumulate can accelerate wear. By combining the quick repair procedures outlined in this article with sensible preventive maintenance and proper operational practices, you can maximize uptime and productivity for your entire logistics conveyor system.
Frequently Asked Questions
What causes O-belts to break prematurely?
The most common causes are packages being forcibly held in place while rollers are spinning, overloading beyond the rated capacity, foreign objects becoming trapped in the belt path, or extreme environmental conditions like excessive heat or chemical exposure.
How many spare belts should we keep in inventory?
For O-belt systems, a good rule of thumb is to stock 20-30% of your total O-belt count as spares. For multi-wedge belts, keep at least one spare belt for every 5 conveyor sections. This ensures you’re prepared for both isolated failures and potential larger issues.
Can we replace O-belts while the conveyor is still running?
While it’s always safest to power down the affected section, one advantage of the modular design is that O-belts can often be replaced while the system is running, especially by experienced maintenance personnel. This can further reduce operational disruption.
How long do the belts typically last before needing replacement?
Under normal operating conditions, O-belts typically last 1-2 years before showing significant wear. Multi-wedge belts are more durable and generally last 2-3 years. However, these lifespans can vary significantly based on usage patterns, load weights, and environmental factors.
Is it possible to upgrade from O-belt to multi-wedge belt systems?
The two drive systems use different roller designs and motor configurations, making a direct upgrade challenging. If your operation’s needs have changed, it’s typically more effective to invest in the appropriate conveyor type rather than attempting to modify existing equipment.
Table of Contents
Recent Posts
Optimize hardware store logistics with the right building supply conveyor systems. Our guide to tool distribution systems enhances retail warehouse automation for efficient operations.
Optimize your medical supply logistics with efficient gravity conveyor systems. Learn how to safely handle healthcare products while improving your hospital supply chain operations.
Discover how a sports equipment conveyor system can streamline your athletic gear logistics. Flexible conveyor solutions for all shapes and sizes of sporting goods.